















Welding Engineer Applications Specialist, Heavy Equipment Segment

In the right applications, metal-cored wire may help companies eliminate hidden costs in the welding operation.
When making decisions about the fabrication process, fabricators have begun to look not just at the costs incurred in the weld cell, but also at the total cost of the welding operation—and rightly so.
Pre- and postweld activities, product flow, inventory management, and the equipment itself all affect quality, productivity, and profitability. The filler metal is important, too, as it can create costs in many ways that may not be immediately apparent. These hidden costs can mean the difference between maintaining a gainful, competitive welding operation and trying to keep up with the rest of the industry.
Since the 1970s metal-cored wire has been an option for a range of applications, including those involving mild and low-alloy steels. And in recent years metal-cored wire has undergone significant advancements, partly because it is readily alloyed to match different materials.
Metal-cored wire consists of a hollow metal sheath filled with metallic powders, alloys, and arc stabilizers, each of which offers distinct benefits such as lowering oxidation, providing higher impact strengths, and reducing silicon deposits in the final weld. This mechanical and chemical structure causes the wire to operate differently than solid wires, which are solid throughout the entire cross section. It also generates different arc and weld profile characteristics. At equivalent amperage settings, metal-cored wires also carry higher current densities.
The American Welding Society classifies metal-cored wires by tensile strength, gas requirements, and weld deposit chemistry according to impact strength. Consider E70C-6M H4. The E refers to electrode and 70 refers to tensile strength (70,000 PSI). C indicates a composite metal-cored wire (not a solid wire); -6 indicates that the weld deposit chemistry offers impact strength—that is, Charpy impact test of 20 foot-pounds—down to -20 degrees F. (The other option, -3, indicates that the wire offers 20 ft.-lbs. of impact strength down to 0 degrees F). The M refers to the gas requirements (signifying a mixture of CO2 and argon; C signifies that the wire calls for 100 percent CO2); and H4 indicates the maximum amount (in milliliters) of hydrogen per 100 grams in a weld deposit (in this case, 4 ml).
During the welding process, metal-cored wire carries the current through the outside metal sheath, resulting in a broad, conical arc (see Figures 1 and 2) that creates a wide penetration profile and is capable of bridging gaps in the weld joint. The conical-shaped arc also helps create a wide weld bead profile that can help prevent melt-through on thin-gauge material. The wire operates in the spray transfer mode, during which it creates very small droplets that deposit in the weld puddle but generate little to no spatter.
Companies can use metal-cored wire for single or multipass welding in the flat, horizontal, and vertical-down positions. Using a standard constant-voltage power source, welders also can use the wires in the overhead position. Welding with metal-cored wire in the vertical-up position tends to be slower than welding with other types of wires, and requires a power source with pulsing capabilities because the weld puddle is quite fluid. In most cases, metal-cored wire uses a high-argon shielding gas mixture (at least 75 percent argon is recommended, blended with a balance of CO2) and is typically available in diameters from 0.035 to 5/64 inch.
Metal-cored wire has a high burnoff rate that provides fast travel speeds and high deposition rates. For the right application, the wire also helps minimize defects such as porosity, incomplete fusion, and undercut.
Just like any welding technology, metal-cored wire is not a cure-all. It is suitable for certain applications, such as heavy equipment manufacturing, railcar fabrication, and food and petrochemical fabrication. The technology also works well for automotive exhaust fabrication and wheel and chassis manufacturing. The wire excels in these applications largely because it can be alloyed for almost every type of steel, from mild and stainless to low-alloy.
Metal-cored wire often can be used as an alternative to certain submerged-arc or gas-shielded, flux-cored wire applications. It also can be used in many of the same applications that employ solid wire. Other areas where metal-cored wire works well include work prone to burn-through, piping, or other components on which poor fit-up occurs. Applications requiring aesthetic bead appearances also may be good candidates.
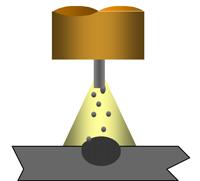
Figure 1: Metal-cored wire produces a broad, cone-shaped arc capable of bridging gaps in the weld joint.
Given its structure and broad penetration profile, metal-cored wire can weld aptly on thin material without burning through and also provide good deposition rates on thick materials. This means that one metal-cored wire diameter can weld various material thicknesses—especially 0.25 in. and thicker, which often makes it possible for fabricators to standardize on a single wire diameter throughout the welding operation. This can help minimize inventory and the time associated with managing it and reduce downtime for wire changeover.
The metal-cored wire lowers hidden costs in other ways. Because it contains added deoxidizers it can weld through mill scale and rust, still with very little spatter. The broader arc also provides some cleaning action. As a result, it helps eliminate activities like grinding, sandblasting, and applying antispatter before welding.
It also reduces the need to degrease materials before welding. Not surprisingly, such preweld activities often cause bottlenecks that adversely affect throughput, reducing an operation’s overall productivity and profitability. This also adds to expenses for abrasives (grinding wheels or sanding discs) and grinding equipment.
Such work may generate costs for additional labor and could lead to costly health and safety problems. For example, grinding may cause more operator fatigue and repetitive-stress injuries that could increase insurance costs. Preweld activities like antispatter application also can result in downtime for cleanup, because antispatter solution is notoriously messy and frequently needs to be cleaned off equipment and floors.
Because metal-cored wire can minimize defects such as undercut and incomplete fusion, fabricators may be able to reduce reject rates, as well as rework in postweld areas. Fewer postweld operations may increase part flow of completed parts to other stages of production, such as painting or coating. In some cases, eliminating certain pre- or postweld functions allows companies to reallocate labor elsewhere in the welding operation to produce more parts and increase overall productivity.
In the welding cell, the fast travel speeds and high deposition rates that metal-cored wire provides frequently increase productivity. Improvements are most often seen in robotic and automatic welding, but measurable productivity gains also can occur in semiautomatic applications.
Metal-cored wire typically costs more than solid wire, but the benefits often offset the per-unit price. In reality, any consumable comprises a relatively small portion of overall welding costs; in fact, material and labor make up the lion’s share of welding expenditures. But in the right application, an increase in filler metal costs may lead to greater savings elsewhere.
When considering metal-cored consumables, fabricators should thoroughly assess their existing welding operations to ensure a conversion is justified. A good first step is to identify bottlenecks in productivity caused by pre- or postweld activities, and calculate the costs for labor and equipment associated with them.
Companies should analyze current part quality; the cost associated with weld defects like undercut or incomplete fusion; the cost of rejected parts; and how these problems affect overall production rates. If any or all of these are unnecessarily high or just higher than desired, further investigation into metal-cored wires may be warranted. Such assessments set a good baseline for improvement and can help fabricators gauge the potential for productivity and cost improvements.
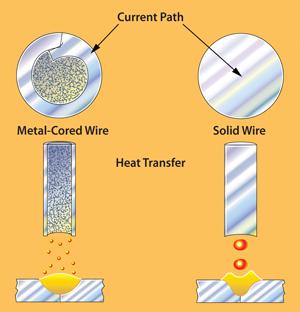
Figure 2: Metal-cored wire carries the current through the outside metal sheath to create a wide penetration profile. The wire also operates in the spray transfer mode, during which it creates very small droplets that deposit in the weld puddle but generate little to no spatter.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





