















Welding Engineer

SAW commonly is used in demanding heavy industrial applications such as pressure vessel, wind tower and railcar fabrication, shipbuilding, and offshore oil rig welding. But the characteristics of SAW can be beneficial in other applications, too, especially those that require high productivity rates.
SAW generates a high deposition rate, which can have a significant impact on productivity and efficiency. Automated to some degree, it produces consistent -uality welds. Its low-fume and no-open-arc characteristics enhance operator comfort and safety.
Understanding the benefits and limitations of SAW—and the applications it is best-suited for — can help shops, shipbuilding yards, wind tower, railcar, and pressure vessel production facilities evaluate the process.
A wire-fed process typically used with carbon steels, stainless steels, and some nickel alloys, SAW is best-suited for materials that are ½ in. to 5 in. thick. It's a common misconception that it is only for thick metals. It can be used to weld material as thin as 3/16in., by accounting for travel speed and heat input to avoid burn-through.
In SAW, a granular flux is used to protect the arc from the atmosphere. Submerged arc refers to the fact that the arc itself is buried in the flux and is not visible when parameters are set correctly and the flux layer is sufficient.
The wire is fed through a torch that moves along the weld joint. The arc heat melts a portion of the wire, flux, and base material to form a molten weld pool. In this area, all important functions of the flux — degassing, deoxidizing, and alloying — take place.
Behind the arc, molten flux and metal freeze to form a slag-covered weld bead. When the welding process is set up properly, the slag should come off easily. Because of the necessity of the flux coverage, the SAW process is limited to the flat and horizontal positions.
The basic equipment necessary for SAW comprises a power source, controller/interface, wire-drive motor, torch, wire straightener, cables, and a flux hopper.
Because power sources often are subjected to 100 percent duty cycles at high welding currents, their reliability is essential. Duty cycle refers to the number of minutes out of a 10-minute period a machine can operate. The power source needs to be able to operate at welding currents as low as 350 amps for thin materials and more than 1,000 amps for thick materials.
Constant current (CC) and constant voltage (CV) can be used in SAW; CV equipment provides a consistent preset voltage, while CC equipment provides a consistent preset current.

Figure 1
Submerged arc welding commonly is used in demanding heavy industrial applications such as pressure vessel fabrication, wind tower production, railcar fabrication, shipbuilding, and offshore. But the characteristics of SAW can be beneficial for other applications, too, especially those that require high productivity rates.
Technology is now available to easily switch between the two on a single machine. Also available are process modes such as CV+C, which offer additional benefits for SAW depending on the application.
Solid and metal-cored wire is used for SAW, and depending on the application, each should be considered to achieve the desired results.
Metal-cored wires can offer increased travel speeds that result in even higher deposition rates with the same heat input. Cored wires tend to have wider, shallower penetration profiles than solid wire, which helps to minimize the potential for burn-through on relatively thin materials or during root passes. These wires also can be filled with alloying elements to improve mechanical properties for use with high-strength materials and high-temperature applications.
The wire and flux combination should be matched to best meet application requirements; they must be classified and qualified together. Special combinations are available for specific requirements in demanding industries.
Flux can vary in its composition, and certain types of flux offer different mechanical properties, such as higher impact values. Flux grain size also influences carrying capacity and flux feeding and recovery.
The welding parameters in SAW — arc voltage, welding current, travel speed, stick-out, torch angle, wire diameter, wire feed speed, and polarity — all influence the shape and quality of the weld and productivity, so it's important to be aware of their individual and combined influence.
SAW offers high deposition rates (Figure 2). Deposition rate refers to the amount of filler metal melted into the weld joint and is defined by pounds per hour (PPH).
Single-wire SAW applications can achieve deposition rates of up to 40 PPH, depending on wire size, type, and polarity. Deposition rates often can be increased even more by using a tandem torch option or pairing the process with metal-cored wire.
SAW is a highly productive process in even its simplest and most widely applied method, which is single-wire welding. But various process options and torch configurations can further increase welding productivity and help optimize results. Those include twin-wire, tandem-wire, and multiwire SAW.
Systems with multiple wires feeding in the same puddle — called tandem SAW — can achieve deposition rates of more than 100 PPH with three or more torches.
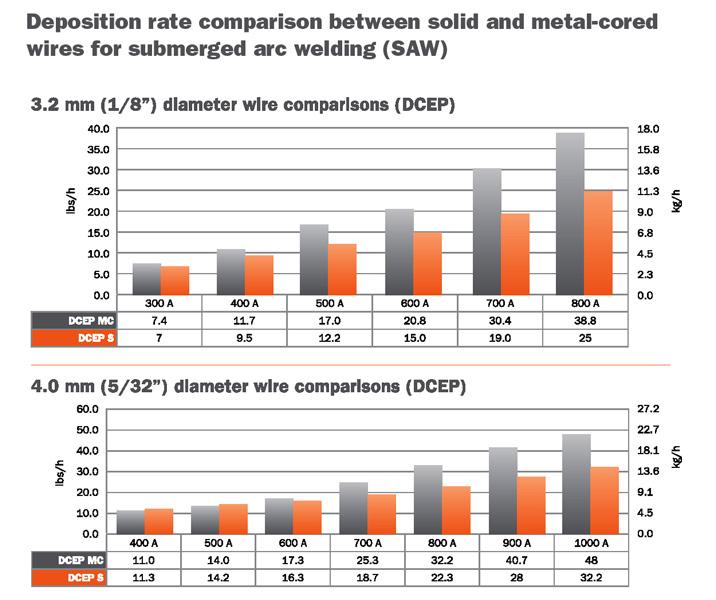
Figure 2
The biggest advantage of SAW is the high deposition rate that can be achieved, which can have a significant impact on productivity and efficiency. Single-wire SAW can achieve deposition rates of up to 40 pounds per hour depending on wire size, type, and polarity. Deposition rates often can be increased even more by using a tandem torch option or pairing the process with metal-cored wire.
SAW also offers deep penetration, which is important for thicker base materials. The more heat that is put into the weld, the more penetration that can be achieved. The penetration depth is tied to the amount of current that is used.
Because SAW is a consistent, often highly automated process, it can offer excellent weld quality and consistent, repeatable results, with minimal spatter and weld fume. These characteristics also enhance operator comfort and promote a worker-friendly environment.
With SAW, the welding operator is not bent over the workpiece during the process, which improves comfort and ergonomics.
The low fume and absence of an open arc contribute to greater operator comfort and safety, especially when the application involves long periods of welding.
In many operations that use SAW, the welding equipment is a small part of the total fabrication system or process. It is often integrated with additional automation equipment, such as manipulators, positioners, gantries, and custom systems, to help achieve the most efficient results.
While converting to SAW can mean a larger upfront investment, productivity gains can accelerate the ROI.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





