















Improving productivity with submerged arc welding

Figure 1: Single Arc SAW (Twin Wire)
The simplest form of the submerged arc welding (SAW) process uses a single wire and a DC power source. While many wire sizes can be run at amperages from 300 to 1,500 amps, the most common sizes are from 3/32 in. to 5/32 in. in diameter and run at 400 to 1,000 amps DC(+) polarity.
SAW produces no smoke, spatter, or arc rays. While it is possible, but not practical, to automate large-diameter (1/16 in. to 7/64 in. dia.) gas metal arc welding (GMAW) or flux-cored arc welding (FCAW) at amperages in the 500 to 700 range, SAW is almost always more suitable because of these advantages. Also, the SAW process is very stable at these and higher currents.
Wire Diameter
Choosing the right wire diameter for a job depends on several factors. First, the size of the available welding power source limits the size of wire. While most SAW power sources are 1,000 amps DC or AC/DC, sometimes a 600-amp power source is used. A 3/32-in.-dia. wire typically is recommended for welding at 300 to 600 amps, a 1/8-in. wire runs in the range of 300 to 800 amps, and a 5/32-in.-dia. wire runs at 400 to 900 amps.
You also must consider penetration and fill requirements. The smaller the wire diameter, the greater the current density at a given amperage and the greater the deposition rate at that amperage. For instance, a 3/32-in.-dia. wire welding at 600 amps could deposit 17 lbs/hr; a 5/32-in. wire at the same current deposits 15 lbs/hr. Smaller-diameter wires also offer more penetration than larger-diameter wires at the same current.
Several options are available to increase productivity over single-wire DC SAW. Each option offers certain advantages and disadvantages relative to singe-wire SAW.
Twin Wire for Greater Deposition
Twin-wire SAW (Figure 1) is recognized by the American Welding Society (AWS) as parallel wire that uses two relatively small-diameter wires but only a single power source and typically a single contact tip. It can increase deposition rates by 20 to 30 percent versus single-wire DC SAW without significantly increasing heat input. The increase comes from the greater current density achieved by pushing a similar current over smaller, cross-sectional areas of wire.
Twin-wire welding offers excellent penetration as the current density is directed axially along each wire. Wires can be aligned in the direction of travel for high travel speeds or oriented perpendicularly to the direction of travel to achieve a wider bead profile.
When twin-wire welding, you must use a heavy-duty contact assembly. A good contact assembly comprises heavy-duty contact tips or a single contact tip with slots for both wires.
Beware of contact assemblies that use tips built for manual hand welding. These tips will not hold up to the intense heat of two wires running into one puddle at high duty cycles.
Metal-cored SAW
Metal-cored SAW offers the same advantage as twin-wire SAW. High current density is achieved through the current-carrying sheath. A powdered metal core adds to the deposition rate. However, the penetration is wider and shallower as compared to twin wire. This can be a benefit when welding joints that have fit-up gaps. Gaps in parts are common in butt welds and fillet welds.

Figure 2: Tandem Welding
The latest versions of metal-cored SAW wires can achieve impact properties of 20 ft.-lbs. at -40 degrees F.
Metal-cored wire is easier to integrate than twin-wire SAW because, with just one wire, the equipment requirements are no different than for standard single-wire welding.
Metal-cored SAW offers good wetting at high travel speeds and resists burn-through on gapped parts better than single solid-wire welding.
DC(-) Negative Polarity
Using negative polarity DC for SAW provides a 20 to 30 percent increase in deposition rate versus the standard, positive-polarity DC. However, the low penetration depth with negative polarity can inhibit fusion or penetration.
AC SAW
Welding with AC provides a middle ground between DC(+) and DC(-). It offers increased deposition rates compared with positive-polarity welding yet greater penetration versus negative-polarity welding. Also, a key benefit of AC welding is the elimination of arc blow that can occur in many different steel welding configurations. Arc-blow is common in high amperage DC applications near fixtures, ground clamps, and corners.
Advances in AC welding include square wave AC and variable waveform. Square-wave AC output provides a more stable arc than conventional sine-wave AC welding because the current switches much more rapidly from peak positive current to peak negative current, with almost no time near zero current. Further advances have led to a square wave that can be manipulated to make the power more like a low-penetration DC(-) arc or deeper-penetrating DC(+) arc.
Tandem SAW
The next step toward greater productivity is tandem welding. Tandem welding uses two separate power supplies, two wire feeders, and two large-diameter wires (typically 5/32 in.). Both wires feed into the same molten puddle, but each has a separate contact tip, separate power supply, and separate control. Deposition rates are at least double those achievable with single-wire SAW.
Figure 2 shows a typical tandem welding configuration. The lead arc is most often DC(+), and the trail arc is AC. The DC(+) lead wire provides deep penetration, even at high travel speeds, while the AC trail wire fills the weld joint at a higher deposition rate.
The most important aspect of the AC trail arc is that it does not cause significant interference with the lead arc. (It would not be practical to run two DC arcs in close proximity to each other. They would deflect each other and cause a highly unstable process.)
Tandem Twin = Wire
Even higher deposition rates can be obtained when tandem welding is combined with twin wires, metal-cored wire, or a modified AC wave. A tandem twin welding head is shown in Figure 3.
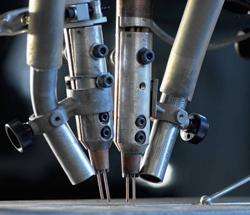
Figure 3: Tandem Twin Submerged Arc Welding
The tandem twin process is simply a combination of tandem and twin-wire welding. It can use a combination of DC(+)/AC or AC/AC for greater deposition rate.
Modified Waveform AC Tandem
Modified waveform tandem welding is a process that uses an inverter power source to modify the trailing AC square wave, so that its timing and amplitude are unbalanced. The imbalance is biased toward negative polarity. This process provides deposition rates that approach DC(-) but is limited by the inferior penetration of negative-polarity welding.
Tandem Welding With Cold Wire
An additional wire that is electrically “cold” can be fed into the relatively large tandem weld puddle. This cold wire adds to the deposition rate of the process without adding any heat input. The cold wire actually helps moderate the heat input by consuming energy as it melts off into the puddle.
Selecting the Best Process
There are myriad issues to consider in choosing the best process variation for your application. One way to evaluate the variations is to compare typical welding procedures for each variation at the exact same heat input.
Figure 4 shows a comparison of each process variation discussed in this article. Welding times were calculated for each process using the same joint geometry, weld length, and heat input. The joint used was a ¾-in.-deep, 60-degree V-groove; the weld length represented the circumference of a 48-in.-dia. cylinder, and the heat input was 65 kJ/in. Welding currents and voltages appropriate to the process were chosen and, where possible, were equal.
Given these parameters, tandem welding with twin wires and the addition of a cold wire is the most productive process. Also, as expected, all the tandem processes offer substantially shorter cycle times in this test. This is because the calculation for the tandem processes uses combined welding current of 1,400 amps and achieves deposition rates in the 40 to 60 lbs./hr. range. Compare this to the single power source process using currents of 700 amps for each of the 5/32-in. wire processes and 900 amps and 500 amps for 3/32-in. twin and single wires. The differences in productivity between the tandem variations were not as great as those for the single-wire processes.
Variations of the standard submerged arc welding process can offer greater productivity through the utilization of higher welding currents and/or current densities. However, before you select a variation, you must consider other factors, such as material thickness, production level, batch size, throughput requirements, joint preparation, and code quality.
Tino Orsini was formerly business development manager - submerged arc products, ESAB Welding & Cutting Products. Dan Gerbec is product manager, submerged arc consumables, ESAB Welding & Cutting Products, 801 Wilson Ave., Hanover, PA 17331, 717-630-3371, dgerbec@esab.com, www.esabna.com.
About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




