















Editor-in-Chief

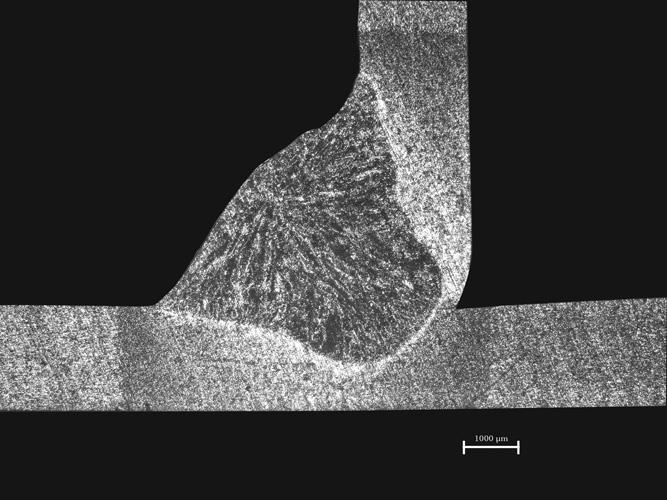
Figure 1
The new LSC dip transfer arc characteristics are suitable for root passes, fillet welds, corner welds, lap joints, filler passes, final runs, and brazing. In this picture, a brazed butt joint was done using the LSC Braze mode on 0.039- in. (1-mm) electrogalvanized steel using a 0.039-in. (1-mm) filler wire.
Gas metal arc welding (GMAW) has come a long way over the past decades. The computing power and finely tuned components of modern power sources help to deliver precise control of welding arc parameters.
But even with the advancements in welding technology, GMAW power sources still have their limits, which usually are linked to the skills of the welder using the equipment. And when that welder is presented with challenging jobs, such as welding out of position or working with thin materials, the job of producing a quality joint becomes even more reliant on skill.
Fronius has taken steps to boost the usefulness of its GMAW technology, the TPS/i system, for these difficult applications. The company’s engineers have redesigned the equipment and components and synchronized them to work together; the system is able to process much more data than the previous generation of equipment. For instance, the use of complicated auxiliary components, such as a separate cable to measure voltage, is not required with the new system.
Traditional dip transfer arc welding modes are associated with a high amount of spatter ejection. The new LSC (for low spatter control) welding platform is able to reduce spatter by 75 percent, according to the company.
Fronius officials said a welding trial involving 0.197-in. (5-mm) steel done at a speed of 236.219 IPM (6 m/min.) revealed that the traditional dip transfer arc process resulted in 0.075 oz. (2.14 g) of spatter per weld seam per 39.375 in. (1 m). The same welding trial showed that the LSC platform generated 0.019 oz. (0.54 g) per 39.375 in. (1 m).
The higher arc stability that helps reduce spatter also assists with root pass welding that has to be performed in a downward or upward direction. No one doubts that GMAW is the fastest way to lay a root seam in a downward position, especially when compared to shielded metal arc welding and gas tungsten arc welding. Using the conventional dip transfer arc model and working in a downward position, the experienced welder can produce that root seam at a rate of up to 9.844 IPM (25 cm/min.). However, a great risk of incomplete fusion exists because of the low arc pressure and the falling of the weld pool. Typically, this has been addressed by executing the root pass in an upward manner. Additionally, welding has to be performed using a colder welding parameter and at half the speed as in the downward motion. The weld seam also must be clean to counteract the risk of a lack of fusion.
The LSC Root welding mode addresses these shortcomings. The mode’s high arc pressure and deposition rate allow the welder to apply the root pass in a downward direction and not worry about drop-through (see Figure 1). If the LSC Root Advanced version is used, the weld seam can be welded at 9.844 IPM (25 cm/min.).
Fronius engineers reported that welders would see improvements in several other areas as well with this new platform:



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}