















Welding Engineer

While filler metals comprise only a small portion of the cost of a welding operation, over time they can affect the overall quality, productivity, and profitability. 30 Practical
While filler metals comprise only a small portion of the cost of a welding operation—typically much less than 20 percent—many variables influence the extent to which filler metal costs may positively or negatively contribute to your profitability. For this reason, filler metals should be a topic of discussion throughout the planning and duration of any welding job. Understanding the factors that influence filler metal consumption can help you to better anticipate and monitor operational costs and the bottom line.
Estimating filler metal consumption incorrectly can have a significant impact on bidding and purchasing for a job. Overestimating filler metal usage can lead to inflated and uncompetitive job bids. Also, purchasing too much filler metal could lead to an expensive stockpile of nonreturnable product that may never be used. Conversely, underestimating usage and purchasing too little filler metal can lead to costly delays, especially if you are using products with infrequent availability and long lead-times. This may contribute to a project running over budget at the expense of company profit.
Several resources are available to help generate accurate calculations for filler metal consumption. The old-fashioned method involves project blueprints, a calculator, and basic geometry. Online calculators or apps often are much faster. These programs allow you to input joint details, such as root opening and groove angle, and then output how much filler metal is needed for a length of weld.
Many filler metal manufacturers also provide filler metal estimations per foot of weld (for a predetermined weld size) in their catalogs or brochures, and many offer technical support services from their welding specialists. Whichever method you choose, it’s important to understand that filler metal consumption is primarily affected by two factors: joint design and welding process.
Joint design is the largest factor in determining how many passes and how much filler metal it takes to complete a weld. Filler metal consumption is reduced anytime weld cross-sectional area is reduced. However, the best joint design is the one that balances cost efficiency with the capabilities of the welding process and filler metal being used to consistently create the strongest weld.
For example, narrow groove welds are one way many heavy-plate fabricators minimize filler consumption and the total cost to complete the weld. All other things (root opening, root face, etc.) being equal, selecting narrower groove angles helps create joints with a reduced cross-sectional area. As a result, these welds, and any weld with a reduced cross section, require less arc-on time and less filler metal, making them less expensive per part to produce. These types of joints, however, demand more critical control of welding variables. To generate a consistently high-quality weld, a narrow joint requires a more penetrating welding process, for example, one capable of penetrating the joint fully and providing good fusion, and more welding operator skill.
If an existing welding process cannot provide the capabilities needed, it may be necessary to consider another joint geometry to help minimize filler metal consumption. A double-sided groove weld is a good option when welding thick materials because this type of joint often can be designed to provide a smaller total cross-sectional area than a single-sided one. Because the bevel depth is shared between two sides, the weld faces tend to be narrower, helping to reduce cross-sectional area significantly. Many applications require back-gouging after welding the first side of a double-sided groove, however.
Back-gouging is a process by which you weld the front side of the joint, gouge the back side until you have reached the penetration of the front-side weld (via air carbon arc gouging, usually), and then weld both the gouged area and the remainder of the second side. The process helps ensure complete joint penetration and good base metal fusion.
The welding process, or more specifically the process deposition, also has a direct impact on filler metal consumption. Deposition efficiency compares the weight of the weld deposit with the total weight of filler metal used during welding, expressed as a percentage. This percentage is important to consider, because not all filler metal will end up as part of the weld. Some can be lost to fumes, spatter, and scrap. In the case of shielded metal arc welding (SMAW) or flux-cored arc welding (FCAW), some of the filler metal is also lost to the slag coating and protective atmospheres these products produce.
Different welding processes have drastically different typical deposition efficiencies (see Figure 1). Processes with lower deposition efficiency require more filler metal to be purchased for the same amount of deposited weld than processes with higher deposition efficiency. It is partially for this reason that some companies choose to convert from SMAW, which generates stub loss and slag, to a wire process like gas metal arc welding (GMAW). GMAW produces less scrap waste and creates relatively low levels of spatter and fume, thereby ensuring more of the filler metal goes into the weld joint.
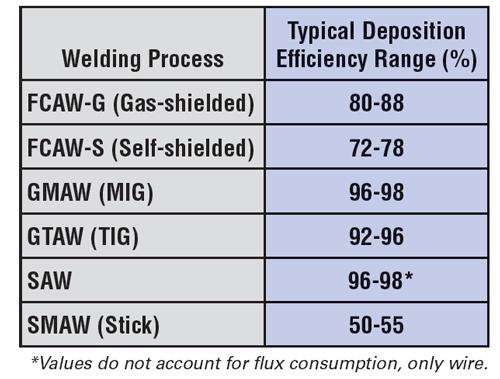
FIGURE 1
Different welding processes have
drastically different typical deposition
efficiencies. Processes with lower deposition
efficiency require more filler
metal for the same amount of deposited
weld than processes with higher
deposition efficiency.
However, you shouldn’t select a welding process based only on its ability to provide the highest deposition efficiency. There is another,
larger welding cost to consider beyond filler metals, and that is labor. For instance, GMAW offers higher deposition efficiencies than self-shielded flux-cored welding (FCAW-S), but the protective slag of FCAW-S helps minimize the potential for costly, time-consuming repairs due to porosity when welding outdoors. Also, all-position FCAW-S wires often can be welded out of position using hotter, more productive welding parameters than GMAW.
As with any part of the welding operation, the way things look on paper doesn’t always match with reality. When you try to plan how much filler metal a job requires, it’s important to also consider factors that can potentially (and often do) occur in an actual welding environment. Factors like overwelding and joint fit-up can affect the amount of filler metal consumed in an application.
The Hidden Costs of Overwelding. Overwelding results when you create larger welds than are specified or required. It is a common occurrence throughout the welding industry, particularly among less skilled welders. Simply put, producing larger welds requires larger and more costly filler metal purchase orders. Larger welds also increase arc-on time, and with it, power, shielding gas, and labor costs.
Overwelding results from producing welds with excessive leg size. For example, a 1⁄4-in. fillet weld overwelded by 1⁄32 in.
could require up to 26 percent more filler metal to produce. Similarly, overwelding can also be created from excessive back-gouging, where the area gouged is deeper than is required to ensure complete joint penetration. Welds that are excessively convex or have excessive reinforcement are also considered overwelded.
The exact percentage of additional filler metal required because of overwelding varies for different joint configurations, and it may not be immediately noticeable after one weld. In the long term, however, the costs do add up.
Cost aside, bigger does not always mean better. Groove welds with reinforcement are not stronger than groove welds that are flush with the surface of the base material. Excessive convexity can even make a weld more prone to fatigue failure. Larger-than-necessary welds can lead to more distortion, which may result in costly rework or straightening, generate high internal stresses and a potential for cracking, or negatively affect joint fit-up in other places on the weldment.
Joint Fit-up. The joint fit-up is another factor to consider for understanding filler metal consumption in the real world. Like any other detail on a blueprint, the weld joint needs reasonable tolerances in its design so that it can be built consistently, but also cost-effectively. However, consistently fabricating and fitting parts to the high side of these tolerances with bigger root openings or gaps or greater bevel angles could require additional filler metal to complete a weld. Take, for instance, a V-groove joint joining 1⁄2-in. plate for which the blueprint specifies a 0.375-in. root opening and a 45-degree-included angle. If the actual dimensions are instead a 0.4375-in. root opening and a 47-degree angle, the real weld will require about 12 percent more filler weld than intended.
Certain codes and specifications may require the weld leg sizes to be larger than what is specified on a blueprint if poor fit-up creates a large gap between the pieces to be joined. The example provided previously illustrates that a small increase in leg size can significantly increase filler metal requirements.
Investing in precision equipment such as fixturing or mechanized or automated cutting equipment processes can help achieve and maintain consistency of joint geometry and fit-up. While these choices require an initial and sometimes high capital cost, they often can provide continuous benefit.
When planning welding projects, it’s a good idea to consider both pessimistic and optimistic filler metal usages. More often than not, a real welding environment will require a bit more filler metal than anticipated.
Get more than just the purchasing personnel involved. Consider establishing a quality management protocol that ties together weld inspection, data acquisition, and data analysis to help identify and quickly remedy any potential problems that could be occurring frequently, leading to excessive filler metal consumption and affecting your company’s profitability.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





