















Automating bending, forming operations
Part volume determines process
 |
| Each of these multibend parts was formed on the same CNC bending line in less than 23 seconds. From left to right, office furniture parts, residential furnace door, part with standing hem, and shelving. |
Traditionally, a sheet metal component goes through the various shearing, punching, and forming processes in one of two ways, depending on the volume of parts needed.
For high-volume parts, these operations can be performed on one coil-fed stamping press that punches the hole details, shears the part to length, and forms the part completely. Because the quality of the part relates directly to the tooling built for the specific details required, once the tooling is built, checked, and properly set in the presses, good-quality parts can be manufactured consistently.
However, because of the high costs of these die sets, the time it takes to build the tooling, the setup time of the tools in the presses, and the expense of engineering changes, stamping typically is reserved for parts with forms, embosses, and details not suitable for punching or laser cutting, or for those parts that will be produced in sufficiently high volumes to justify the initial high costs.
Low- and medium-volume parts have a very different process flow. These parts typically are sheared to size or processed as multiples on a CNC punching machine or laser cutter. Because these machines usually are quite accurate with a high repeatability factor, the quality is not affected by operator variability.
The folding and bending processes for low- and medium-volume parts are performed on press brakes, folding machines, or panel benders.
 |
| Once all the bends are formed on the first side, the part is transferred across the table, where it is once again positioned by a gripper, and all flanges on the second side are formed in sequence. |
Manual Folding and Bending
Of the three bending methods, the most operator-intensive process is press braking. When forming a part on a press brake, the operator is responsible for properly setting the upper punch and lower die tooling in the press brake and calling up the right program in the press brake's control. This program controls the backgauge settings and ram positions for creating multiple bend angles.
The operator also is responsible for properly gauging the part against the backgauge and forming the flanges in the proper sequence. When parts require both positive and negative bends, hems, offsets, and multiple bend angles, the operator also must flip the part when required and move the part along multiple tooling setups. This process requires a skilled and attentive operator.
Folding machines, which use a bending wing rather than punch and die tooling, are less setup-intensive and often support the workpiece on backgauge tables, eliminating the problems associated with part whip-up and operator fatigue associated with press brakes. Hold-down tooling is used to hold the workpiece securely in place while the bending wing forms the profile.
On a manually operated folder, the operator is still responsible for correctly referencing the workpiece against the backgauge, but the bending sequence often is straightforward, starting from the outermost flange and working inward to the innermost flange.
After all bends on a side are formed, the part is rotated to complete the bends on all the remaining sides. The part program controls the backgauge positions, as well as the swing of the bending wings to create multiple bend angles.
Few folders can make negative bends, so, as with press brakes, the operator must flip the workpiece when making both positive and negative bends. Depending on part size, this may require more than one operator.
 |
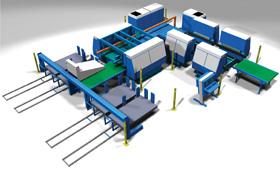
| On a CNC line layout, the workpiece is loaded automatically from one of four loading tables. Each table can have a different part, and parts can be prestaged to eliminate the need for the timely delivery of parts via forklift truck. |
Automated Bending
To minimize operator involvement and increase quality and repeatability, robots can be placed in front of press brakes, and automated material handling devices can be placed in front of folders to manipulate the workpiece as required. However, even with these improved material handling methods, cycle time can be a constraint. For a typical eight-bend part, the cycle time can be anywhere from 30 to 45 seconds per part.
High-volume parts can be formed with dedicated bending lines that often have a folding machine for each side of the part, significantly reducing material handling and, therefore, processing time. These lines typically are designed for a specific family of parts and are difficult to adapt to engineering changes, so they are not suitable for parts with a short product life cycle. However, cycle times can be reduced to 10 to 20 seconds per part.
CNC Automated Bending
CNC bending is another process in which folders—one on each side—form both positive and negative bends and make multiple bend angles in the workpiece. Because all the material handling and workpiece positioning are automatic, quality and repeatability are controlled, while cycle times are as efficient as on dedicated lines.
In the automated line shown on the previous page, the workpiece is loaded automatically from one of four loading tables. Each table can hold a different part, and parts can be prestaged to eliminate the need for the timely delivery of parts via forklift truck.
Once the workpiece is loaded onto the worktable, the part is positioned by a CNC gripper; referenced by CNC gauges; then indexed into the folding area, where a cradle holding the positive and negative bending wings controls the flange angle and bend height, according to the CNC program.
Once all the bends are formed on the first side, the part is transferred across the table, where it is once again positioned by a gripper, and all flanges on the second side are formed in sequence. During this time, a new part is loaded onto the first bending station, thus forming both long sides simultaneously. After the long sides are formed completely, the part is transferred via a crossover conveyor to the end forming machines, where both ends are formed simultaneously. Typical eight-bend parts on these lines are formed in 16 to 18 seconds.
The setup required when changing from one part width to another part width is to set the hold-down tooling to the required width. The hold-down tooling is segmented to accommodate various part widths and hydraulically held in place. A tooling changeover can take five to 10 minutes.
Automated CNC bending lines are suitable for low-, medium-, and high-volume rectangular sheet metal components. They are widely used in the commercial and residential appliance, steel office furniture, HVAC, lighting, electrical enclosure, telecommunications equipment, laboratory and scientific equipment, kitchen equipment, vending machine, and contract manufacturing industries.
Gregory Guilfoyle is president, Guilfoyle Associates, 8190 Beechmont Ave. #352, Cincinnati, OH 45255, 513-232-4036, fax 413-215-7957, gjjg@aol.com.
About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
