















Editor-in-Chief

Figure 1: Laser cutting with nitrogen doesn’t produce oxidized edges, which translates to better paint adhesion and weldability. However, relying on regular nitrogen delivery from a gas supplier can prove to be an expensive proposition. That has led a few metal fabricators to explore on-site nitrogen-generation systems.
This metal fabricator doesn’t have a lot in common with Deep Throat, the secret source who helped Bob Woodward and Carl Bernstein expose the Watergate scandal. He doesn’t work for the government or have any secrets that could threaten national security. However, he likes to talk but prefers to stay anonymous.
What he wants to talk about is his shop’s use of a nitrogen-generation system in conjunction with his two laser cutting machines. He really thinks other shops ought to know about the savings that are possible from such a system when compared to the costs of regular delivery of pressurized cylinders or the refilling of bulk tanks. He’s spent the better part of 15 years studying the systems and ultimately purchased one for his own company. He thinks it’s time for the rest of the industry to hear this story because he thinks most in the laser cutting machine industry have overlooked it.
“The automation has gone further. Now it’s not just loading sheets and maybe removing them; it’s also loading, removing, and stacking parts,” he said. “Along the way, we have forgotten that there is still oxide on the parts [when cutting with oxygen].”
Obviously, metal fabricators would love to laser-cut with oxygen if they could because it’s cheaper to use. A shop can cut steel with oxygen at 20 to 30 PSI and with a smaller nozzle, but a fabricator using nitrogen for the same job needs to cut at 200 to 250 PSI and use a larger nozzle—resulting in a significant increase in volume, which translates into a significant increase in cost. Also, laser cutting with oxygen is faster than with nitrogen because the presence of oxygen as an assist gas results in an exothermic reaction in which oxygen and the metal actually create additional energy in the form of heat, which in turn supports the cutting process.
Nitrogen does the job (see Figure 1). No one doubts that. Nonalloy steels cut with nitrogen don’t have oxidized edges, and paint and powder coatings adhere to those edges better. Nitrogen-cut parts that are welded together stand up to bend tests. Stainless steel does not lose its corrosion-resistance properties when cut with nitrogen. Aluminum edges look better when cut with nitrogen.
This metal fabricator agrees with all of those facts. He just felt a more cost-effective way to laser-cut with nitrogen was possible. This is his story.
He also wants to remain anonymous for several reasons. He has a business to run and doesn’t want to become an unofficial spokesperson for nitrogen-genera- tion systems. He also thinks the technology has given him a competitive advantage over nearby metal fabricators and doesn’t want to tip them off. Comments from nitrogen-generation system experts are woven into this article to support the metal fabricator’s tale.
This metal fabricator is no greenhorn when it comes to laser cutting. His shop purchased its first laser in 1988 and has been laser cutting ever since.
In the early 1990s a customer came back to the fabricator and told him that the edges on the 10-gauge parts it had cut with oxygen on its 1,500-W laser weren’t holding paint. That was the first of many complaints.
“So we tried to charge our customer for removing the oxide edges, but that didn’t go anywhere. They didn’t want to hear about that,” he said.
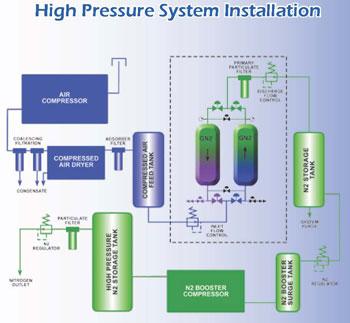
Figure 2: A pressure swing adsorption (PSA) system for nitrogen generation is suitable for laser cutting. However, a PSA requires a booster compressor to deliver the pressure necessary to cut thick metal. Photo courtesy of Great Lakes Air Products Inc.
So an employee who could have been tending a press brake or running a spot welder in addition to operating the laser cutting machine now was manually removing oxide edges. Nitrogen really wasn’t an option back then because of the thickness of the parts.
Like customers, metal fabricators today aren’t interested in absorbing extra costs either.
“I would say we have seen a lot more interest in recent years. Primarily, people are starting to look for ways to save money. Nitrogen generation can in most cases save them money in their nitrogen spend,” said Steve Albrecht, owner of Liberty Systems, a manufacturer of nitrogen-generation systems.
The initial cost for the equipment is about equal to that of other pieces of capital equipment found in a job shop. Ongoing costs, however, are limited to the electricity used to run the system and regular maintenance of valves, filters, a main-feed compressor, and a booster compressor.
The key is sizing the system correctly. A system that is too small can’t keep up with the nitrogen demands, and a system that is too large will only drive up the initial cost. Today nitrogen-generation system manufacturers can tailor the equipment to the shop based on the number of laser cutting machines, type of materials being cut, the thickness of those materials, and the different nozzles and pressures being used throughout a shift.
“The reality is that they don’t need to know a whole lot about the gas-generation side. They need to understand what they are using their lasers for and how they use them,” said Peter Asquini, Liberty Systems’ sales manager.
With the customer refusing to eat the costs of removing the oxidized edges, the metal fabricator told his operators to manually grind the edges of all laser-cut parts. To increase the efficiency of the task, the grinders worked on stacks of parts at a time.
In 1995 he purchased a 2,000-W Cincinnati laser to upgrade the company’s laser cutting capabilities. He also started investigating nitrogen generation.
The nitrogen-generation technology wasn’t new, having been used in other industries, but no one in metal fabrication really had anything to show owners of laser cutting machines. In addition, the nitrogen-generation systems of that time couldn’t create the purity levels necessary to produce a completely acceptable laser-cut edge demanded by some customers.
So the metal fabricator continued to cut with oxygen and to remove the oxidized edges manually.
Several industries are active users of nitrogen-generation systems. Beer and wine manufacturers rely on nitrogen to prevent oxidation during all processing steps and packaging to protect the final product. The electronics industry uses such systems to prevent oxidation while manufacturing semiconductors and circuit boards. Food manufacturers shoot nitrogen into packages to fight off spoilage associated with the presence of oxygen. In petroleum refining, nitrogen is used to maintain pressure in oil and gas reservoirs, to purge pipelines, and to strip volatile organic compounds from waste streams. Tire shops use nitrogen to fill tires, which will stay inflated at the designated PSI because nitrogen doesn’t leak out the tire walls.
Nitrogen-generation technology is widely used, and it is much more reliable than older technology, which is something that metal fabricators definitely like to hear.
“I am hoping [the adoption of nitrogen-generation systems] becomes a huge trend, but it seems that shop owners are still nervous about the technology. They shouldn’t be. We have systems that can get to the same exact purity level as liquid nitrogen,” said Guy Hatch, CEO, On Site Gas Systems Inc.
In fact, the nitrogen-generation systems of today can be dialed in to specified purity levels. A metal fabricator could use a nitrogen purity level of 95 percent to cut thin stock, but later adjust it to 99 percent for more demanding jobs.
“There are arguments back and forth about purity levels and what’s needed, but typically, 99.99 percent is a very high purity level that most people are comfortable with,” Hatch said.
In 2006 the metal fabricator began looking for a new laser cutting machine. He knew the equipment would have much more wattage and automation, but he also wondered where these companies stood with nitrogen-generation equipment. He had some benchmarks: The new machine had to laser-cut 0.25-in. steel at 95 IPM with nitrogen, the same speed his old Cincinnati cut 0.25-in. steel with oxygen.
He also had an idea about the purity levels of nitrogen he would need from a generation system. After working with a nearby powder coater and experimenting with 0.25-in.-thick steel coupons that had been laser-cut with nitrogen, powder-coated, and then given impact and scratch tests, he discovered what purity levels would work best for his customers.
“I found out that 95 percent was not at all 100 percent effective. It was good, but it wasn’t good enough. And I found that 98 percent had failures,” he said. “What I ultimately found is that you had to get above 98 percent, almost to 99 percent, to have 100 percent no failure as far as paint.”
Exploring the Georgia World Congress Center in Atlanta during FABTECH® 2006, the metal fabricator found machines with great resonator power and even more potential to plow through thicker material at increased speeds than his 15-year-old laser cutter back at the shop. However, he didn’t see any nitrogen-generation systems that could deliver the purity levels he sought.
He eventually purchased a 6,000-W machine from Amada America Inc. Many of his competitors were buying similarly powered machines to cut 1-in. and thicker materials with oxygen, but he was interested only in slicing 0.25-in. material faster.
He was close to purchasing a nitrogen-generation system as well. He knew he would need a pressure swing adsorption (PSA) system to reach 99.5 percent nitrogen purity, which would allow his company to not only laser-cut parts that could be painted easily, but also cut 0.25-in. stainless steel without any marred edges.
Nitrogen separation can be done in two ways: membrane technology or PSA using carbon molecular sieve material as the separating agent.
The membrane technology is the most widely used across all industries. Polymer membranes are used to separate the nitrogen from air. Membrane systems have a lower initial capital cost than PSA systems and do not cost as much to run, but they typically deliver nitrogen at a purity level of only 99 percent or less.
PSA systems, on the other hand, can deliver the purest level of nitrogen, approaching 99.99 percent. Additionally, they can achieve higher flow rates, which is good for cutting thick materials.
A PSA system (see Figure 2) comprises of two adsorption chambers, a nitrogen storage tank, and several valves to maintain the appropriate pressure. A carbon molecular sieve in one of the adsorption chambers removes oxygen molecules when air is sent through it, allowing the nitrogen stream to exit the adsorption chamber and make its way to the storage tank. A cyclic action of valves opening and closing in the adsorption chambers keeps the nitrogen stream consistently moving and the adsorbed oxygen regularly released back into the atmosphere.
A PSA system also requires an air compressor to generate the airflow, a compressed-air dryer, a compressed-air feed tank, filters between the stations, and various control components. For metal cutting, a booster compressor is needed to generate a high-pressure nitrogen stream that can be used on thick metals.
Brian Larson, chief engineer, Great Lakes Air Products Inc., said the separation technology has come a long way since the early units that were cobbled together more than 10 years ago. The use of carbon molecular sieve materials has allowed nitrogen- generation system providers to offer equipment that is reliable and unlikely to tarnish the reputation of the technology once it is in place. As a rule of thumb, he said metal fabricators need to watch the compressors more closely than any other part of these systems.
“The upfront capital costs [for one of these units] are there, but they are not huge. Actually, [these units] are higher when used with lasers than most of my other applications because the booster compressor required to get the higher pressures for the lasers is probably one of the more expensive components,” Larson said. “In fact, it costs more than my generator.”
After seeking out several people to advise him on his nitrogen-generation system purchase, the metal fabricator elected to go with a local source. The technology developer was willing to work with the fabricator in delivering a system that would be flexible enough to toggle between different purity levels and powerful enough to cut the thicker materials that increasingly were coming into the shop.
The metal fabricator learned several things as he worked with his supplier:
Steps can be taken to ensure the compressors shut off automatically when the laser cutting machine does not need nitrogen assist gas. This will limit electricity usage.
Compressed air entering the unit has to be dry to keep the nitrogen-generation system up and running. Moisture will destroy that CMS, which can cost around $10,000 to replace.
The ability to run the system at a lower pressure, when the application allows, also will reduce electricity consumption.
The metal fabricator said that right from the beginning he wanted to have a digital reader that would tell him what the purity level was, because he didn’t want to get into the blame game with the laser cutting machine manufacturer if the machine’s cutting performance was off.
“If there was a problem cutting, right away they would point the finger at the generator,” he said. “I wanted to have it in black and white what the purity level was.”
He didn’t have to worry about any such incidents, however. The nitrogen-generation system connected to his two lasers worked just fine.
How long do nitrogen-generation systems last?
“I’d like to say indefinitely,” Hatch said, “as long as you take care of the sieve material with dry, clean air.”
Impeccable operating environments rarely exist in metal fabricating operations. With knowledge of that, Larson said that most systems have a realistic industrial service life in excess of 10 years with proper maintenance.
Obviously, the compressors need annual maintenance, which involves oil and filter replacement. Filter elements need to be replaced on a semiannual or annual basis. Every three to five years, valves need to be replaced.
“The more and more of these systems that are put into the field, the more people become aware of them. Then people have a lot more of a comfort zone with them,” Albrecht said.
The metal fabricator still maintains a small bulk tank of nitrogen just in case he needs a backup. He’s paying about $400 per month to refill the tank, and he’s wondering if it might be time to stop writing those checks. He’s sold on the reliability of his nitrogen generation system.
“Nitrogen generators are here to stay. They do work. They are dependable, and now you have the higher-wattage lasers,” he said. “When you put those two together, that’s a real powerful combination.”


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





