















Editor-in-Chief

Figure 1
Lester Gragg, president, Advanced Laser & Waterjet Cutting
Inc., purchased a 400-W laser machining center to
engrave metal and nonmetal material. He liked the machine’s
performance and flexibility so much that he purchased
a 1-kW version of the same machine in 2014.
Considering his background, it’s not surprising that Lester Gragg finds himself where he is—founder and president of Advanced Laser & Waterjet Cutting Inc., Santa, Clara, Calif. He knows manufacturing and lasers.
His dad was a machinist, and like so many other manufacturing fathers, his dad had no issue with showing his son what a day in the life of a shop worker was like.
“If you were old enough to reach a handle, you could work with a lathe,” Gragg said.
As a young man, Gragg joined the U.S. Air Force (USAF), where he got his first taste of lasers. These lasers weren’t designed for production of metal parts; instead they were in USAF research labs, where work was being done on weapon systems.
After nine years of working with lasers in the USAF, Gragg joined the private sector. He became a laser cutting machine operator for a California metal fabricator. That’s where he got his first taste of the impact that laser technology could make on metal manufacturing.
In 1994 Gragg opened his job shop. Offering laser cutting for other local machine shops and fabrication shops requiring laser-cut parts was a solid foundation to grow the business. He later added a waterjet cutting system to cut materials such as rubber and foam and thick material, sometimes up to 6 inches.
Today Gragg runs a 15-person shop with annual sales revenues of $2.6 million. The shop has a 4-kW CO2 laser cutting machine with a 60- by 120-in. cutting area and two waterjets capable of delivering 60,000 PSI and with cutting areas of 72 by 144 in.
The shop doesn’t offer any machining or forming services because it doesn’t want to compete with many of its customers, shops that offer those services.
Three years ago, Gragg said he started looking for a way to offer laser-engraving services. He sensed a market existed for that, and it would be a natural extension of the cutting his shop was already doing.
But when he started looking, he didn’t like what he saw. The machines had small footprints, and they weren’t set up for production of any kind should they be needed to supplement typical orders that flowed through the shop. Most of the machinery offerings were not set up for job shops.
The Coherent MetaBeam laser machining center (see Figure 1), on the other hand, met some of Gragg’s criteria. The 400-W CO2 laser was capable of engraving (see Figure 2) as well as larger production jobs (see Figure 3) on its 48- by 48-in. cutting table.
Figure 2
With the 400- and 1,000-W laser cutting machines’ ability
to generate high levels of acceleration during operation,
they can produce elaborate engraving, such as this work
on wood, in minutes.
Gragg purchased the machine and immediately found work for it. The laser cut nonmetals, such as synthetic rubber gaskets, acrylic, wood, fabric, and other “organic material”—as the Coherent officials call them—up to 1.25 in. As for metals, the table cuts and etches mild steel, aluminum, stainless steel, and even titanium parts. It can cut up to 0.125-in.- thick mild steel.
In mid-2014, Advanced Laser & Waterjet Cutting was at a crossroads. Business was robust enough to warrant investing in another laser cutting machine, but Gragg didn’t need another 4-kW CO2 machine.
“We just didn’t need that much power,” he said.
Gragg liked several features of his 400-W MetaBeam machine that made him think it might make sense to repeat the purchase:
In the end, familiarity with an effective machine tool helped to tip the purchase decision. Advanced Laser & Waterjet Cutting just needed more power than 400 W.
Gragg placed an order for the META 10C 1-kW CO2 laser cutting machine and had it installed before the end of 2014. It has emerged as the machine tool of choice for quick cutting jobs of material that are under 0.125 in. thick.
“Why not throw a part on something that could cut it quickly and precisely,” Gragg said.
Shop personnel can throw material on the 4- by 4-foot table and a vacuum holds the material in place on the table. The lightweight cutting head, which can hit speeds up to 2,000 IPM, according to Coherent, quickly gets to work.
“For jobs that involve more than just a few simple cuts, the processing time is actually much lower than we can achieve with our 4-kW laser machine,” Gragg said.
For someone that has spent his career around lasers, does Gragg wonder if he missed out by not purchasing the latest fiber laser equipment?

Figure 3
The shop has found its lower-power lasers to be a suitable alternative for laser cutting parts when the 4-kW laser cutting machine is occupied.
He doesn’t think so. The 400- and 1,000-W laser cutting machines can deliver almost the same kerf width as a fiber, and the 4-kW machine can handle a broad range of material thicknesses. Gragg estimated that less than 1 percent of the jobs his shop quotes would benefit from processing with a fiber laser.
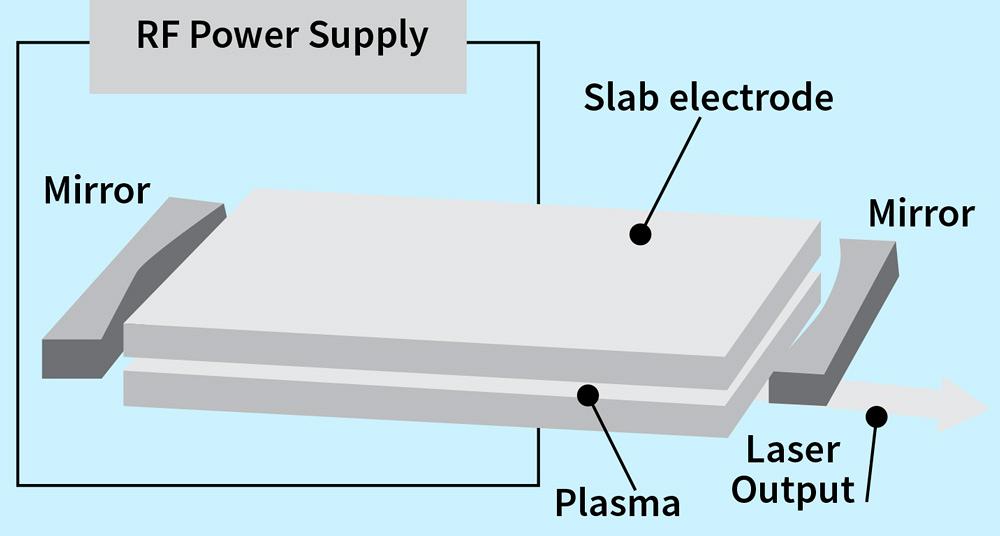
The sealed slab discharge laser resonator has two rectangular plate electrodes with a narrow gap between them. When energized by RF excitation, the plasma fills the entire rectangular space between the electrodes. Laser light is produced, and cylindrical mirrors at each end reflect the light, allowing it to gain energy over virtually the entire plasma volume.
One of the side mirrors has a gap that allows some of the intracavity power to feed out of the resonator. Mirrors are used to direct the laser to the cutting head.
The electrodes are water-cooled. Because of the electrodes’ large surface area and close spacing, the water can cool the plasma effectively without any need for gas circulation, even at high duty cycles. In traditional CO2 laser resonator designs, high-speed pumps are needed to boost the flow of a laser gas mixture through a plasma discharge tube; the rapid flow of the gas enables the gas to stay cool and contributes to the optimal optical power.
This sealed slab discharge laser was originally designed for precision cutting of materials such as plastics, fabrics, wood, and thin metals. Cut quality, surface finish, and precision—with 100- to 500-W units—were valued over production cutting speed. The emergence of 1,000-W machines has expanded the use of these types of lasers in production settings.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





