















Contributing Writer
 |
The following five myths about modern laser cutting machines can help the experienced user stay on top of the game and give the prospective laser user a few things to keep in mind.
It's no secret that automation can greatly improve the efficiency, productivity, and quality output of any manufacturing operation. This is as true for laser cutting as for any process. While some larger manufacturing operations have begun investing in automation more often, only a small percentage of job shops and original equipment manufacturers (OEMs) have opted to purchase automated material handling with their new laser cutting machines because they find it difficult to justify.
The primary reasons for this slow acceptance of automated laser cutting machines include the investment, the need for skilled programmers and operators, and increased floor space requirements when compared to a stand-alone machine. It has also been hard for automation options to keep up with the rapid advancement of the laser cutting machine, with faster, more powerful cutting machines producing more parts and cutting heavier plate all the time.
Now that laser cutting machines have become a mature product, and the technological advancements that spurred huge leaps in productivity have given way to a series of smaller, incremental improvements, automation has had the chance to catch up.
Today's automated laser cutting machines do not necessarily cost more than a stand-alone machine, nor do they need to take up any more space. In addition, the power of modern computers makes the programming and control of both machine and automation a simple, integrated task.
In the current global market, with job shops in Mexico and China bidding on the same work as U.S. fabricators, it is important for any company considering the investment in a new laser cutting machine to take a good, hard look at automation as well.
The key to being competitive in today's laser cutting world is productivity–getting more finished parts off of the machine per day and at a lower per-part production cost. A number of factors contribute to overall productivity: piercing time, setup time, and load/unload time, but none more so than the actual cutting speed of the machine.
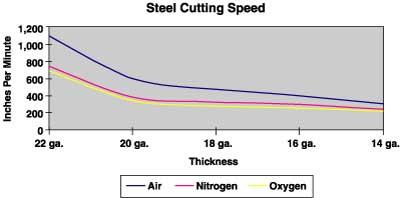 |
| Figure 1 |
One of the biggest laser cutting advancements in recent years was the introduction of shop air-assisted cutting. Shop air comprises primarily nitrogen, with a smaller concentration of oxygen. The oxygen adds just a little heat to achieve higher cutting speeds than pure nitrogen but does not impose the speed limits normally found in oxygen cutting.
Contrary to popular belief, shop air-assisted cutting does not require a dedicated compressor or high-pressure line. Shop-air cutting can be performed with a standard 100-pounds-per-square-inch (PSI) shop-air line. As for volume, 600 cubic feet per hour is sufficient to cut up to 14-gauge material. Higher pressures allow cutting of thicker materials with air, especially aluminum, but are not required. A relatively clean shop-air line may require only a simple coalescing filter, while an oily or watery line may also require a point-of-use refrigerated air dryer.
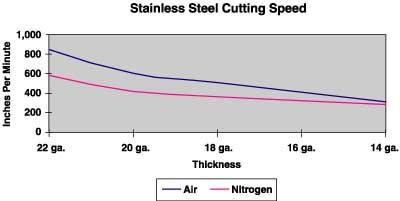 |
| Figure 2 Comparing the relative cut speeds of air-assisted versus oxygen- and nitrogen-assisted cutting in both carbon steel and stainless steel demonstrates why air cutting should be considered. |
A comparison of the relative cutting speeds and operating costs for air, oxygen, and nitrogen (see Figures 1 and 2) shows that shop-air cutting is worth consideration.
Each year the power levels of laser resonators on the market increase. As a result, the average wattage of all lasers being sold also continues to rise. The explanation for this is simple: Higher-power lasers offer the ability to cut thicker materials and frequently offer increased productivity in thinner materials. But prospective laser users must remember that an increase in laser wattage does not always correspond linearly with machine productivity. In other words, higher wattage does not always equal higher productivity.
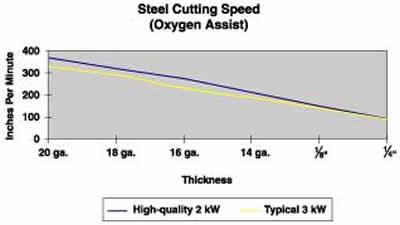 |
| Figure 3 |
The relationship between laser wattage to cut speed is not linear for a number of technical reasons. The primary factor in determining cut speed, at least in materials such as 1/4-inch and thinner steel, is not laser power, but the power density of the focused laser beam. Power density is measured by how many laser watts can be focused into a square centimeter. Generally speaking, lower-wattage lasers have higher beam quality than higher-wattage lasers and can, therefore, be focused into a smaller spot.
A 2,000-watt laser that generates a very high-quality and tightly focused laser beam will cut a wide range of materials faster than a 3,000-W laser of average beam quality (see Figures 3 and 4). Most important, that same 2,000-W laser would likely cost less to purchase and operate than a typical 3,000-W laser.
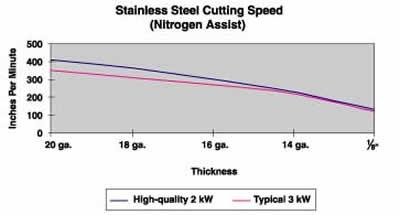 |
| Figure 4 The power density, or focusability, of the laser beam being used affects cut speeds of thin to medium-thickness materials. |
The important thing is to consider the materials the laser will process. A machine targeted for a certain range of materials may provide comparable productivity with a lower cost per inch of cut and a lower cost of ownership than a big, high-wattage machine.
Laser cutting machines have become more sophisticated in recent years, but advancements also have made them easier to maintain, diagnose, and repair. Fewer manual adjustments and a higher level of computer control have made modern laser cutting machines more consistent and easier to program and operate.
Internal sensors constantly monitor the machine's critical temperatures, fluid levels, line currents, and output power. Motion systems can be lubricated automatically, and beam bellows can be pressurized and monitored for leaks. Even lens cleanliness can be monitored in real time by the machine control.
This array of sensors and controls, tied into a modern personal computer (PC), provides troubleshooting when something isn't working properly. Machine faults can be conveyed in plain English rather than coded text. Likely resolutions and corrective actions are suggested, and pictures may even show the operator or maintenance person how to resolve the problem.
In addition, the PC platform is easily connected to a standard phone line for remote troubleshooting from the factory. Using remote diagnostics, a factory technician can look at everything the machine operator would normally have access to. The machine status can be checked, the references reset, faults diagnosed, and sensors calibrated. Control software upgrades also can be performed over the phone line on certain machines.
Routine maintenance requirements on a modern laser are minimal and can be handled readily by in-house personnel. When something unexpected does come up, the machine control can actually suggest a resolution. If all else fails, a factory-trained technician is only a phone call away.
Twenty years ago the word laser generally would bring to mind a vision of highly paid NASA physicist types in white lab coats. This might still be the image that people unfamiliar with the current state of industrial lasers carry.
The reality, though, is that as laser cutting machines have continuously become more sophisticated, more powerful, and more capable, they have also become easier to operate.
Programming lasers is easier than ever. Modern machines know not only how to adjust their parameters to cut a given material type and thickness, but also what adjustments to make for difficult geometry.
Today's laser programming systems have comprehensive material databases for carbon steel, stainless, and aluminum, allowing a new user with minimal training to begin production rapidly. When given a clean geometry file and a definition of the material type, the computer will generate a machine code automatically.
Today's laser operators need not be physicists either. The laser machines know how to cut most steel, stainless, and aluminum materials right off the factory floor. Machines can even give the operator clear instructions on how to set up for the next job with pop-up messages on the control.
Best of all, lasers no longer require daily adjustments to their cutting parameters. A job that runs one day can run just as well a day, a week, or a month later.
The scientific image of lasers can be a bit daunting. But a working knowledge of computers, some basic math skills, a little bit of logic, and some training by the machine manufacturer are all today's laser operators need.
Dan Robinson is the laser product group manager at TRUMPF Inc., Farmington Industrial Park, Farmington, CT 06032, 860-255-6055, fax 860-255-6421, dan.robinson@us.trumpf.com, www.us.trumpf.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





