















Vice President, Global Plasma Automation

Figure 1: Fabricators have shielded plasma arcs with water mist for 30 years, but only recently has water shielding become viable for precision plasma cutting.
Over the years high-precision plasma cutting has advanced significantly. Compared with the plasma cutting technology of several decades ago, modern systems can cut the same material thickness using much less power without sacrificing cutting speed (see Figures 1 and 2). Such cutting systems use consumables with a much smaller orifice and faster gas flow rates.Compared to conventional plasma cutting, the arc is much more constricted and has a higher energy density.
The methods used to shield the plasma arc from the atmosphere have evolved as well. The concept of using tap water to generate the secondary gas has been around for more than three decades, but high-precision plasma cutting using the nitrogen-water process was developed less than a decade ago. For many operations involving nonferrous materials 1.25 inch thick and thinner, thisnitrogen-water—or Water Mist Secondary (WMS™)—plasma cutting process may be able to reduce cutting costs and improve quality.
Nitrogen-water plasma arc cutting uses nitrogen as the plasma (primary) gas and ordinary tap water as the shield gas. During cutting, the energy from the plasma gas divides the water in the torch into its principal components, hydrogen and oxygen. The hydrogen creates a reduced atmosphere in the cutting zone, isolating it from contaminating elements and producing a clean, dross-free, andoxide-free cut surface.
Most of the water used during the process (from 4 to 8 GPH) is converted to principal components and thus does not require disposal. The water also helps reduce fume and nitrogen oxide emission to less than that of dry cutting (though it still emits more fumes than underwater cutting). Nitrogen-water cutting can be considered a semidry process.
In automated plasma cutting, a precision cut surface has the following characteristics:
A precision cut is made as quickly as possible, yet the part still can go straight to welding or the next fabrication step without any additional, costly activities that compensate for shortcomings of the previous step. While certain codes and standards mandate edge preparation procedures, a precision cut greatly reduces the degree of edge preparation.
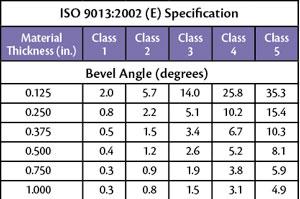
Historically, a precision cut was one with no dross, a smooth surface, and a bevel of less than 3 degrees. However, that standard did not take material thickness into account. Today ISO 9013: 2002 provides the best definition of high precision, which is a Class 3 cut or better (see Figure 3).
The nitrogen-water high-precision plasma proc-ess makes Class 3 cuts or better on stainless steel and aluminum up to 0.75 in., and it does so across a wide variety of thicknesses and amperage ranges (see Figure 4). Of course, such precision cutting requires the proper consumables that match the cutting amperage for the application.
Whether paired with water or other gases, nitrogen plasma gas provides a very straight cut with minimal cut lines and a narrow kerf. It also provides excellent electrode life.
Using water to generate the shield gas has numerous benefits. First, it minimizes heat input and cools the metal quickly, which in turn significantly reduces dross formation. In fact, certain nitrogen-water setups produce no dross when cutting stainless steel and aluminum ranging from 10 gauge to 1.25 in. thick. Second, low thermal input minimizes distortion and preserves mechanicalproperties. Third, water provides the hydrogen necessary to prevent oxide formation on the cut surface. Oxides can promote weld defects because their properties differ greatly from the base material properties.
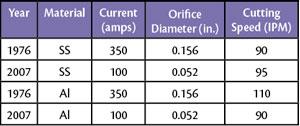
Figure 2: Plasma arc cutting performance has improved significantly over the years. The 2007 figures come from the nitrogen-water (Water Mist Secondary, or WMS™) plasma cutting process.
Other popular plasma gas combinations for cutting nonferrous materials are H35 (65 percent argon/35 percent hydrogen) for material thicker than 0.375 in., and F5 (95 percent nitrogen/5 percent hydrogen) for thinner material. Both use nitrogen as the shield gas. While H35 and F5 provide fast, oxide-free cuts, the hydrogen gas introduces a lot of heat into the material. As a result, moredross forms, and cut parts often need cleaning before they can proceed to welding or painting. Using H35 and F5 also can be expensive.
Plasma cutting nonferrous materials 0.375 to 0.75 in. thick also can be performed with mixtures of argon and hydrogen (and occasionally additional nitrogen) as the primary gas and with nitrogen as the secondary gas. These produce excellent cut quality and high cut speeds, but the consumption of argon and hydrogen results in a higher cut cost per foot.
For thicknesses less than 0.375 in., using an economical gas—such as compressed air or nitrogen—for both the primary gas and shielding dramatically reduces cut costs and provides high cutting speeds, but it compromises quality. Cuts with nitrogen and various mixtures have excessive bevel, while cuts with compressed air show excessive oxidation. Further, it is difficult to get dross-free orlow-bevel cuts on material less than 0.375 in. thick using an argon/hydrogen mix as the plasma gas.
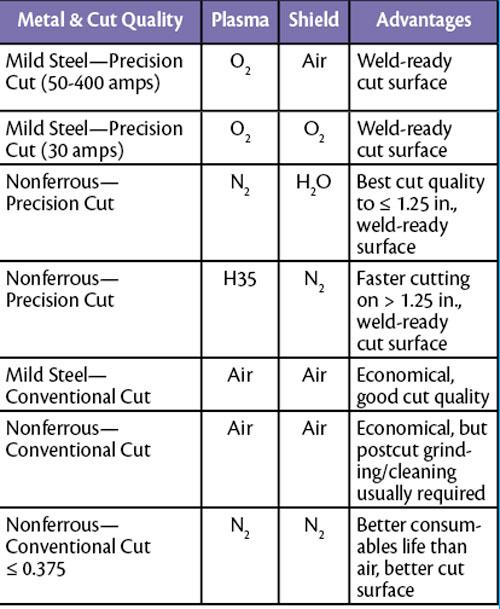
When it comes to automated plasma cutting, fabricators have a variety of plasma and shield gas options. The choice significantly affects cut quality and process costs (see Figure 5 and Figure 6).
When cutting stainless, aluminum, and other nonferrous materials, fabricators must weigh their options. If a workpiece needs only a conventional cut quality, using shop air as the primary and shielding gas may suffice, but the resulting cut edge may require grinding and cleaning, and costs for those secondary processes add up.
For precision cutting nonferrous metal, fabricators can use a mixture like H35 for the primary gas and nitrogen for the shielding gas; or, as in the nitrogen-water process, use nitrogen as the primary gas and a water mist as the shielding. According to independent testing, cut quality using either H35 or the nitrogen-water process is about the same, though the nitrogen-water combination mayproduce a slightly smaller heat-affected zone.
The thicker the metal, the slower the cutting speed, regardless of the shielding and primary gas used. For thin material, the nitrogen-water setup may cut faster than alternatives. For metal thicker than 1.5 in., though, primary gas like H35 still may be the best choice (see Figure 7).
The choice, as always, comes down to the application requirements. Most important, no shop’s plasma cutting setup is immutable. Analyzing primary and shielding gas ultimately may help reduce the cutting cost per foot, making a fabricator’s cutting operation much more efficient and competitive.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}