















Contributing Writer
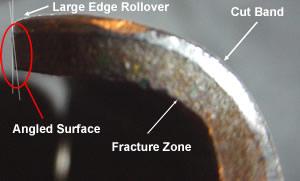
Figure 1Results of Conventional Cutting
Although fineblanking and GRIPflow® often are categorized as metal cutting operations, they more closely resemble a cold metal extrusion process that creates what appears to be a blanked part. The processes can be defined simply as methods in which a part is squeezedfrom the strip.
Unlike parts made with conventional metal cutting methods, the parts made using fineblanking and GRIPflow have little or no fracture zone (Figure 1). In other words, these parts appear to have smooth, square machined edges.
These processes also can produce parts with very close flatness and dimensional tolerances and roughness of about 2 to 3 �m, which means that, in many cases, postprocessing operations such as grinding and milling can be eliminated.
Parts commonly made using fineblanking and GRIPflow include gears and parts that require close flatness tolerances or a square cut edge. These processes also can pierce holes with diameters as small as one-third of the metal's thickness and very close to the part's edge.
Before these methods were available, the metal had to be shaved in one or several shaving operations to achieve a smooth cut edge. Shaving in a die often produces slivers and debris that can create tool problems and product defects.
Invented in Switzerland in the 1920s, fineblanking, unlike conventional stamping methods, utilizes a special triple-action hydraulic press called a fineblanking press. Fineblanking requires the use of extreme-pressure pads. These high-pressure pads hold the metal flat during the cutting process and keep the metal from plastically deforming during punch entry.
In fineblanking presses, a V-ring is incorporated into one of the high-pressure pads. This V-ring also is commonly referred to as a stinger or impingement ring.
Before the punch contacts the part, the V-ring impales the metal. It surrounds the part perimeter and functions both to trap the metal from moving outward and push the metal inward toward the punch. This action reduces the rollover that occurs at the part's cut edge. Using high-pressure pads combined with the stinger ring and close clearances keeps the metal from fracturing and creates a smooth edge (Figure 2). Because the part is held extremely tight between the high-pressure pads during cutting, part distortion is minimal.
Unlike conventional cutting operations that use approximately 10 percent of the metal's thickness for the cutting clearance, fineblanking operations usually use clearances less than 0.0005 in. per side. This small-clearance requirement combined with high pressure also contributes to the fully sheared part edge.
Once again, don't confuse fineblanking with a cutting operation. It's not a cutting operation at all; it is more like a cold extruding process. The slug (part) is pushed or extruded from strip held so tightly between high-pressure holding plates and pads that the metal cannot bulge or plastically deform during the process. These high-pressure pads fit precisely around all cutting components. Fineblanking can be used to produce parts as thick as 0.5 in. from a variety of metals.
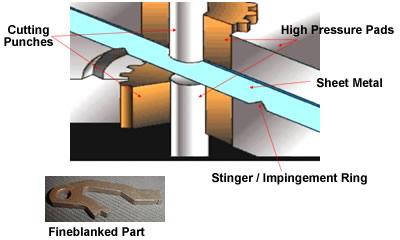
Figure 2Fineblanking Process
Not to be confused with fineblanking, the GRIPflow process does not use a stinger or impingement ring to stop outward metal movement but relies solely on hydraulically applied pressure to the blank. The pressure is applied through precision-guided pressure pads.
Think of the GRIPflow process as similar to compound blanking. However, unlike a compound blanking operation, GRIPflow uses very small cutting clearances between each of the cutting components. This small clearance, combined with high blank holding pressures and precision clearances between all moving components, produces a smooth-edged part that can be held to very tight dimensional tolerances (Figure 3).
Once again, keep in mind that GRIPflow is not a metal cutting process but a cold extruding process. The cutting sections do not have cutting shear ground on them.
It is difficult to tell the difference between a part that was fineblanked and one made using the GRIPflow process just by looking at them. Unlike fineblanking, GRIPflow does not require a triple-action press. Because it uses hydraulic cylinders mounted in the die, the process is best-suited to a hydraulic action press.
Both fineblanking and the GRIPflow process now are being used to produce many parts previously made by more costly processes, such as casting, forging, and machining. Because other minor forming operations can be combined with these special processes, they both lend themselves to many geometries. Keep in mind that each process has its own advantages and disadvantages.
GRIPflow is a registered trademark of EBway Corp.
Editor's Note:
Part I provides an introduction to stamping.
Part II covers various forming operations.
Part III discusses several production methods used to make stamped parts.
Part IV and Part V cover common stamping die components.
Part VI explains specialty die components.
Part VII provides an overview of metals used in stamping, and Part VIII continues this discussion.
Part IX covers the mechanical properties as well as behavioral characteristics of metals.
Part X begins an in-depth look at the metal cutting process.
Part XI defines slug pulling and common causes.
Part XII describes methods for resolving slug-pulling problems.
Part XIII discusses various specialty metal cutting methods used in stamping operations.
Part XIV explains fineblanking and GRIPflow®.
Part XV describes several bending methods—wipe, coin relief, pivot, and V bending.
Part XVI continues the discussion of bending in stamping operations, focusing on rotary and reverse U bending. It also addresses the advantages and disadvantages of rotary bending.
Part XVII discusses the fundamentals of drawing and stretching.
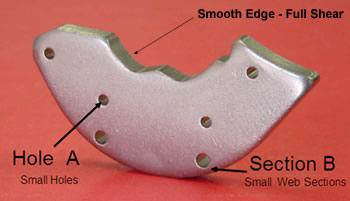
Figure 3GRIPflow Part Source: Ebway Corp.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





