















Contributing Writer
Author's Note: Before I get into the meat of this article, I would like to let my readers know how much I appreciate their loyalty to STAMPING Journal® and the Die Science column.
STAMPING Journalnow is published monthly, and I am delighted to announce that I will be writing the Die Science column for every issue. If you have a specific topic that you would like me to address, please notify me or the editor of STAMPING Journal. If it's a topic I'm not qualified to write about, we'll do our best to find an expert on the topic and eventually publish an article on it.
In addition, if you have a topic, idea, or case history that you'd like to share, please contact the editor of STAMPING Journal.
Slug pulling is the tendency for a pierced-out slug to stick to the face of the pierce punch during withdrawal. If the slug pulls out of the matrix (button) and falls off the punch face, it may cause double metal to be introduced into the die, resulting in die shearing, broken punches, broken die steel, surface defects, and numerous other problems.
It's truly amazing (or amusing) just how many dies are designed and built with very little attention given to the problem of slug pulling. In an effort to reduce die cost, stampers often procure the cheapest possible punches and buttons, including punches without slug ejectors.
Slug pulling often can be a big problem with progressive dies, but it also can be a problem with larger single-station or transfer dies.
Slug pulling is caused by several factors:
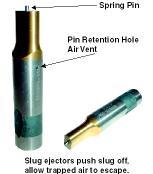 | 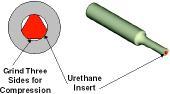 |
| Figure 1 Pierce punches equipped with slug ejector spring pins are commercially available from most pierce punch providers. | Figure 2 The urethane must be ground flat on three sides to allow for expansion on sheet metal contact and then press-fit into the punch end. |
How the stamper uses two basic items involved in piercing—the punch and the matrix—can help decrease or eliminate slug pulling. Of course, these solutions will not work for every application.
Spring-loaded Slug Ejector Pins. Pierce punches equipped with slug ejector spring pins are commercially available from most pierce punch providers (see Figure 1). Most punches have some type of provision for locking the pin in its full depressed position. This allows for the punch to be sharpened while maintaining the same spring travel.
The small hole in the side of the punch allows for a spring retention pin to be inserted. It also should allow trapped air to travel around the pin and out the hole. Often the spring pin fits like a piston in the hole and does not allow for trapped suction to be relieved. An ideal spring ejector has a somewhat sloppy pin.
These types of ejectors work well in slower single-station operation but often fail in high-speed progressive dies.
Punches purchased without slug ejector pins can be jury-rigged later if time and financial resources are limited. This quick fix consists of a small piece of urethane inserted into the end of a punch that has had a hole burned or carbide drilled into its tip. The urethane must be ground flat on three sides to allow for expansion on sheet metal contact and then press-fit into the punch end (see Figure 2).
 | 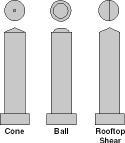 |
| Figure 3 During piercing, the slug that's created has a natural curvature. It causes a vacuum pocket, which makes the slug stick to the face of the punch, resulting in slug pulling. | Figure 4 Rooftop shear, cone-shaped punch tip, and balled punch face all force the slug to deform into a longer length of line before most of the cutting takes place. |
Slotted Punch Face. During piercing, the slug that's created has a natural curvature. It causes a vacuum pocket, which makes the slug stick to the face of the punch, resulting in slug pulling (see Figure 3). Slotting or grinding grooves in the punch face helps relieve the suction created between the face of the punch and the slug.
Rooftop Shear, Cone-shaped Punch Tip, and Balled Punch Face. All three of these methods force the slug to deform into a longer length of line before most of the cutting takes place. This allows the slug to expand in the matrix and resist pulling up with the punch (see Figure 4).
Air Blown Through the Punch. A timed blast of air through the pierce punch can remove the slug from the punch face. However, a continuous flow of air through the punch could cause vital lubricant to be blown away during the piercing process.
Slug-retention Matrix. A slug-retention button (see Figure 5) consists of two small slots machined at an angle in each side of the matrix. These slots cause a burr to be generated on the slug. The burr is forced downward at an angle, wedging the slug in the matrix.
With a slug-hugger button (see Figure 6), barbs in the matrix impale themselves into the slug. An industrial quick-fix alternative to the slug hugger is to place tiny weld spatter on the inside of the pierce hole.
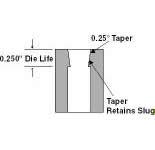
Reverse-tapered Matrix. This method may look a little strange at first, but if the matrix is properly manufactured, it works pretty well.
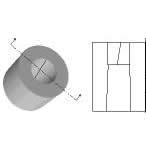 | 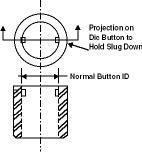 |  |
| Figure 5 A slug-retention button consists of two small slots machined at an angle in each side of the matrix. These slots cause a small burr to be generated on the slug. | Figure 6 With a slug-hugger button, barbs in the matrix impale themselves into the slug. | Figure 7 A reverse-tapered button allows for the slug to be held in compression in the matrix. |
Most die buttons have a bell mouth taper machined into them, with the hole diameter increasing toward the bottom of the button. A reverse-tapered button gets smaller in diameter to a certain point and then increases in diameter. This reverse taper allows for the slug to be held in compression in the matrix (see Figure 7).
Vacuum Slug Removal. Vacuum units are available to pull slugs from the punch face. While these work well, they can be expensive.
Slug pulling is a serious and costly problem in cutting and piercing operations and should not be taken lightly. There are many more methods to prevent it than those discussed here, and spending a little extra time and a little money addressing this problem will save stampers even more in the end. Until next time. Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





