















Contributing Writer

Figure 1A great deal of tool steel damage results from improper machining procedures.
As a consultant, I frequently get asked, "My die sections are cracking—what type of tool steel should I use?" or "My punches chip frequently—how do I prevent this?"
Tool steel selection is a crucial part of the die design process; however, using higher-quality tool steel might not always be the answer. Instead, the key often is the machining processes used on the tool steel.
A great deal of tool steel damage can result from improper machining procedures. Metal removal methods such as electrical discharge machining (EDM), drilling, milling, broaching, turning, and grinding all must be performed properly, or tool steel damage could result.
The damage that occurs often is difficult to see or to measure without the use of sophisticated metallurgical equipment. A poor grinding job might look good to the human eye, but unseen stress can cause premature failure.
It's a real pet peeve of mine to walk into a die shop or stamping plant and find a tool and die technician grinding on a large block of tool steel and leaving little black marks on the surface with each pass of the grinding wheel. Typically when I confront the person and inquire about those little black marks, I am told that this particular grinding pass was only a rough pass and the technician will redress the wheel and make a much lighter finish pass to eliminate the black marks (see Figure 1).
In reality, the technician basically is hiding any highly visible evidence of a poor tool grinding procedure. Think of a grinding wheel as millions of single-point cutting tools (sandlike particles) bonded together into a circular shape with glue. For the grinding wheel to cut the metal rather than burn it, each single-point cutting tool must stay sharp and resist loading. If the particle does load up, it must fall off the wheel to expose a new, single-point cutting tool.
This behavior is a characteristic of soft-bond, coarse-grit grinding wheels. These wheel types are preferred for grinding premium grades of tool steel, such as those that are air-hardened. In contrast, a hard-bond, fine-grit wheel removes a sizable amount of metal with each pass and can cause burning and heat checking of the die section. Heat checks—also known as microcracks—can result in premature cracking and failure.
Proper coolant selection also is essential for grinding tool steel, especially air-hardened grades. Without the correct coolant, grinding can generate enough heat at the tool steel surface to exceed the tempering temperature, causing the tool steel to soften. If the temperature rises further and the metal reaches the hardening temperature, rehardening of the outer layer can result, introducing a great deal of stress into the tool steel and possibly causing cracking (see Figure 2).
Grinding results also can be improved by taking the following precautions:
Wire burning, also known as EDM, is a metal removal method in which an electrical discharge is sent through a small-diameter wire that is held between two precision diamond guides. When this wire gets within a certain proximity of the tool steel, it arcs between the wire and the steel, blowing or burning away a small steel particle.
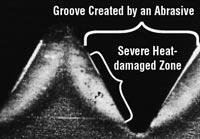
Figure 2Without the correct coolant, grinding can generate enough heat at the tool steel surface to exceed the tempering temperature, causing the tool steel to soften and possibly crack. Image courtesy of Bohler Uddeholm.
This machining process typically is done after the tool steel has been hardened and is used commonly for cutting high-precision die sections. Since it generates a great deal of very localized heat, precautions must be taken to avoid tool steel damage.
Consider D-2 tool steel. It is air-hardened, meaning that once it has been heated to a given temperature (about 1,850 degrees F), it can be placed on a rack in the open air to cool. Trying to cool D-2 in a bucket of water would likely result in its cracking into several pieces.
Because wire burning is done underwater, the localized temperature must reach the melting point of the steel. Very simply, wire burning of D-2 is essentially quenching the steel in water. This rapid cooling rate results in a brittle zone on the outermost layer of the tool steel. The extent of damage can range from severe to very mild, depending on the amperage that was used to make the cut.
Here are a few tips to minimize tool steel damage when wire burning:
Other metal-removing processes, such as milling and drilling, also damage tool steel. The key is to use the proper process to machine die sections and to post-heat-treat them whenever necessary.
Until next time ... Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





