















Tooling for forming high-strength material
How different tool steels meet the challenge

Editor's Note: This article is adapted from Brett Krause's conference presented at FABTECH® International & AWS Welding Show, Nov. 11-14, 2007, Chicago© 2007 by the Fabricators & Manufacturers Association Intl. (FMA), the Society of Manufacturing Engineers (SME), and the American Welding Society (AWS).
Recently higher-strength work materials have been making their way into more automotive parts. One reason for this trend is the need for improved crash performance through more robust parts. Another is that higher-strength materials can be used in thin gauges to achieve the same strength as with thick gauges, reducing part weight.
Types of High-strength Materials
High-strength work materials get their strength from their hardness. The high hardness is achieved by adding alloying elements such as titanium, niobium, and nickel or thermal processing the material differently.
Some different types of high-strength work materials are dual-phase (DP); transformation-induced plasticity (TRIP); martensitic (M); and high-strength, low-alloy (HSLA). Generally, HSLA material comes in thickness from, from 1 to 12 millimeters (0.039 to 0.47 inch), while DP, TRIP, and M come in thicknesses less than 3 mm (0.12 in.).
DP materials have microstructures composed of ferrite and martensite. The ferrite portion of the microstructure is soft and gives the material its formability, while the martensite is hard and gives the material its strength. For instance, an 800-megapascal (116-kilopounds-per-square-inch) DP material is 60 percent martensite and 40 percent ferrite.1
TRIP steels work-harden as they are formed because of their microstructure, which contains retained austenite, ferrite, pearlite, banite, and martensite. When TRIP steel is stretched, the retained austenite (which is not stable) transforms into martensite (a stable phase). With these hard phases and soft phases (pearlite, banite, and ferrite), TRIP steels have similar properties to DP steels.
Martensitic steels have microstructures composed of martensite. They have the highest hardness and are the most difficult to work with. HSLA materials typically use alloying elements to increase the hardness of the steel, so formability is generally better than with TRIP, M, and DP steels.
Tooling Failures
Typical tooling failure mechanisms with high-strength work materials are chipping, cracking, and wear during steel punching and galling and wear during forming
(see Figure 1).
Chipping occurs when the stresses in the process are high enough to cause low cycle fatigue in a tool, or when the ductility of the tooling material is lower than the forces applied.
Cracking results spontaneously when the forces applied are higher than the tensile strength of the tooling material. It is a concern with high-strength work materials and typically means the tool has to be replaced.
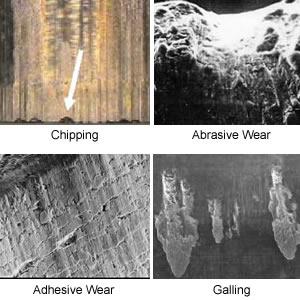
Figure 1Typical tooling failure mechanisms with high-strength work materials are chipping, cracking, and wear during steel punching and galling and wear during forming.
Solutions for cracking include using a tooling material with a higher toughness (for example, switching from D2 to S7), which could affect wear; decreasing the hardness, which could affect tooling wear and deformation; and reducing the stress concentrations, which would require removing grinding or machining marks and changing the design of the tooling to remove sharp radii or corners.
Wear can be abrasive or adhesive. It occurs when material is removed and is related to the sheet material, application, and process conditions.
Abrasive wear happens when material is worn away, typically by friction. One way to combat abrasive wear is to increase tooling material hardness or carbide volume.
Adhesive wear occurs when the tooling material is pulled out or removed after it has microwelded to the sheet material. One answer to adhesive wear is to increase the material toughness or reduce the surface friction between the work material and tooling material.
Galling is a physical or chemical adhesion of the work material to the tool surface, most prevalent with stainless steel and aluminum. Some of the other variables are tooling hardness, types and amounts of carbide in the tooling, the surface finish of the tooling, and lubrication. Proper use of surface treatments or antigalling powder metallurgy (P/M) tool steels can reduce galling.
Galling and adhesive wear are the most common failure mechanisms during forming, trimming, and shearing of high-strength and stainless steel and aluminum. Galling can be controlled by raising the surface hardness of the tooling (such as by switching from D2 to 6 percent vanadium P/M), while adhesive wear can be controlled by raising the tool steel's chipping resistance (such as by moving from D2 to A2).
Control of Surface Friction
One of the variables that affects both galling and adhesive wear is surface friction (topography) between the work material and the tooling.
Surface friction can be controlled by the tooling material's carbide size, type, and distribution. Figure 2shows the micrographs for AISI D2, 6 percent vanadium P/M, and antigalling P/M tool steels, allowing a comparison of their carbides.
The AISI D2 (top) is produced using a conventional ingot casting technique, which has a slow cooling rate and large, blocky carbides. The chromium carbides have a, 1,700 Vickers hardness (HV).
The 6 percent vanadium P/M tool steel (middle) has a high carbide volume that is distributed evenly throughout the heat-treated (martensitic) matrix, with a smaller average size and more uniform distribution than the AISI D2, giving it a higher, more homogenous surface in contact with the work material. Its vanadium carbides have 2,800 VH, and the chromium carbides have a 1,700 HV. The harder vanadium carbides have more abrasive wear resistance compared with softer chromium carbides.
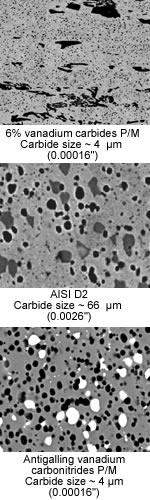
Figure 2
The antigalling P/M tool steel (bottom) has a larger volume of hard carbides than the 6 percent vanadium P/M tool steel, and the carbides are smaller and are evenly distributed. The vanadium carbonitrides (VCN) have a hardness of 2,800 HV, and the molybdenum/tungsten carbides have a hardness of 1,500 HV.
In general, the VCN carbides are smaller than the other types—about 0.000079 in. (2 µm). They provide the antigalling properties because they offer a high surface lubricity, as well as lubrication reservoirs, even after a very fine polish (similar to a #2 mold polish) (see Figure 3).
Because of how it is manufactured, the antigalling P/M tool steel has a very low surface friction in the uncoated condition. Even though a newly developed P/M tool steel acts like common surface-treated tool steels, it is designed to reduce galling and adhesive wear, not abrasive wear. With its even VCN distribution, the antigalling P/M tool steel only needs to be polished, rather than stripped and recoated. Also, because of the integration of the VCN, the surface has a tendency to self-repair.
The antigalling P/M tool steel is suitable for forming and trimming mild steel, austenitic stainless steels, aluminum, HSLA steel, DP steel, and advanced high-strength steel (AHSS).
In laboratory tests on AHSS, DP work materials from 600 to 1,000 MPa with thicknesses of 1 to 2 mm (0.012 to 0.079 in.), the antigalling P/M tool steel was found to perform similarly to or better than D2 PVD or CVD, TD coated tool steel, and an AISI S7 tool steel with a nitride base layer and PVD coating added for surface hardness.
A nitride layer alone is not enough to support high-volume production, and uncoated tooling materials are not adequate for forming AHSS work materials. It also is important to use the proper lubricants to help with the heat and force required to form AHSS. Testing has shown that a 0.2-µm surface is optimum when forming AHSS.
Figure 4shows topographic surface finishes and two parts formed from stainless steel. The test uses 6 percent vanadium P/M tool steel in the uncoated condition (top) and an antigalling P/M tool steel in the uncoated condition (bottom). The 6 percent vanadium P/M tool steel has a relatively rough and nonuniform surface. The antigalling P/M tool steel produced more pieces than the uncoated 6 percent vanadium P/M tool steel.
To counteract adhesive wear and galling, especially with high-strength work materials, different types of surface treatments, lubricants, and tool steel types have to be investigated to find which produces the best results.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
