















Bend process monitoring—small changes lead to big results
Mandrel force monitor detects broken mandrels, other process changes

In many advanced fabrication shops, tube bending is a highly automated process that uses robotic and CNC bending machines to produce high volumes of complex tubes, each one formed to precise specifications. Robotic, automated operations are fascinating to watch as the steel tube methodically is formed into shape without human intervention, other than perhaps loading and unloading the tube. The formed tube then moves through various assembly workcells and ends up in an assembled component. You might wonder if anything could possibly go wrong with such a highly controlled process, yet it can and does happen.
The biggest problems plaguing any complex manufacturing process are those you can't see coming. For example, unseen, unknown, and unresolved process issues in mandrel bending lead to premature tool wear, inconsistent product quality, unexpected equipment damage, and costly downtime. Bending operations periodically experience mandrel link failures, potentially leaving a mandrel ball, or doughnut, in a tube.
Monitor Mandrel Force or Process Variation
It's one thing to focus on a specific area, such as mandrel fault detection, and another to monitor some general manufacturing parameters and watch for changes. It is this concept, process variation monitoring, that can indicate potential problems before they occur. It is a technology and methodology that is used in many industries for critical manufacturing processes and assembly operations.
A Specific Problem. In the event of a mandrel break, any failure to detect the mandrel fault can result in significant consequences: penalties, containment, reduced profits, or lost business. For exhaust tube applications, a broken mandrel ball component left inside the tube will restrict the exhaust and damage the vehicle engine. If a tube is being hydroformed into a structural component, a broken mandrel ball left in the tube can cause extensive damage to the forming die. Many manufacturers that purchase formed tubes insist that their suppliers use effective monitoring and detection systems to prevent such tubes from being processed.
Accordingly, tube fabricators have retrofitted various sensor systems designed to detect mandrel failure conditions using traditional sensing technologies, such as optical and mechanical sensor devices. While such sensors are somewhat effective, they can introduce side effects such as reduced production performance, increased maintenance, and more machine downtime caused by nuisance interruptions. Even when conventional systems successfully detect a broken mandrel link, they do nothing to alert the operator ahead of time that the manufacturing process has changed—a change that can result in either a broken mandrel link or a slew of poor-quality parts. Frequently the broken mandrel link is the result of a problem, not the cause of a problem. In such cases, any number of substandard tubes may have been produced and shipped or further processed before the mandrel ball separated from the mandrel.
A General Solution. Process variation monitoring is not just a method to detect broken mandrel links caused by excessive pull force; it also is an effective way to detect the conditions that result in excessive pull force. Process monitoring for mandrel bending involves sensing the tension on the mandrel rod during every bend cycle.
A change in the mandrel rod pull force, or tension, that exceeds preset control limits is a direct indicator of process variance and degradation. Some examples of process variation are loss of lubrication, galling, tube slippage or misalignment, out-of-spec material, or a material hardness change. It is critical to note that as soon as any of these process variations occurs, the product quality begins to decline. Tubes bent with insufficient lubrication, for example, can undergo higher process stresses than the material or component was designed for.
A Case in Point
Figure 1 shows actual data captured from a bender that produced six tubes with five bends each. The first five tubes produced indicate relatively consistent pull force on the mandrel for each of the five bends. The machine then was stopped and the lubricant removed from the mandrel balls. The sixth tube was produced without lubricant, resulting in a 56 percent increase in pull force on the mandrel link.
The second example (see Figure 2) shows the correlation between the normal process and a maladjusted wiper die that resulted in visible wrinkling. This caused a 185 percent increase in mandrel tension, a near doubling of normal process force.
These are typical conditions that can occur and ultimately lead to mandrel link failure. Process monitoring alerts the operator to process changes that might otherwise go unnoticed. Conventional sensing systems may be able to detect the mandrel component failure itself, but they do not detect process changes that lead to the failure. By the time a mandrel failure does occur, the machine may have produced a great number of parts with undetected quality problems.
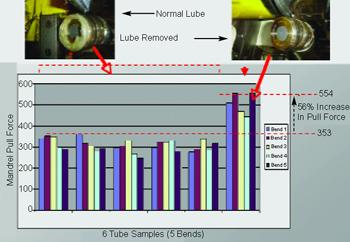
Figure 1: Removing the lubricant from a tube bending process leads to a 56 percent increase in tension on the mandrel. A pull force monitor doesn’t alert the operator to the specific cause, and this is the monitor’s inherent advantage. It doesn’t respond to a single problem; it reacts to any process change.
Monitoring the pull force variation during the bend and mandrel withdrawal provides a clear understanding of the process, enabling process engineers to optimize the setup, which in turn increases the life of the mandrel assembly and reduces machine downtime.
Process variation monitoring for mandrel bending applications incorporates a piezoelectric force transducer mounted to the mandrel retraction component of the bender. The microdeflection correlates to the pull force during each bend cycle and is captured by the process monitor for analysis and comparison to preset control tolerances.
The first level of tolerance provides an early warning, notifying equipment operators of a significant change in the process; the second limit, which may represent mandrel failure, stops the process.
Furthermore, this type of sensor is relatively easy to retrofit onto existing equipment, requires minimal ongoing maintenance, and, most important, does not interfere with the machine's production rate.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
3D laser tube cutting system available in 3, 4, or 5 kW

2
Corrosion-inhibiting coating can be peeled off after use

3
Zekelman Industries to invest $120 million in Arkansas expansion

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
