















President

Mechanized, or orbital, gas tungsten arc welding (GTAW) of pipe was first introduced about 40 years ago, largely in response to the need for high-quality welds, repeatability, and zero defects for the large number of nuclear power generator plants being constructed at that time. Weld-out time was a secondary issue.
Over time orbital welding has been used in other applications requiring high repeatability and quality, such as steam generation components for fossil power plants and process piping for chemical plants. As long as mechanized welding was compared to manual GTAW or shielded metal arc welding (SMAW), it provided higher productivity resulting from a higher arc-on duty cycle.
Today orbital GTAW is widely used for a variety of applications on pipe diameters of 12 inches and smaller. Because labor and overhead comprise more than 80 percent of welding costs, mechanization and automation are viable at these pipe diameters for fabricators trying to combat the offshoring of welding projects.
Orbital pipe GTAW has two limitations: It requires the use of a special J bevel on the pipe ends to accomplish the initial root pass, and it is a low-deposition-rate process (typically 0.5 pounds per hour).
While widely used on pipe 12 in. dia. and smaller, it can be cost-prohibitive on larger-diameter pipe. Orbital GTAW requires machining of pipe ends in the field, using portable pipe beveling tools. For larger sizes, such as 24-in.-dia. pipe, these beveling tools may be expensive to rent or purchase.
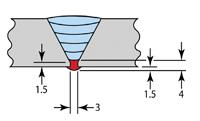
An alternative is to use the standard V bevel machined at the pipe mill. To compensate for the greater volume of weld metal the standard bevel requires, a higher-deposition-rate process is suitable—flux-core arc welding (FCAW) (see Figure 1).
During the mid-1980s, FCAW was explored for large-diameter, heavy-wall pipe, and several orbital systems were developed. With orbital FCAW, deposition rates of 8 lbs./hr. are achievable.
The following are frequently asked questions about FCAW.
FAQ No. 1—Can X-ray-quality welds be made out of position? Should I be concerned about fusion defects?
Advances in inverter power supply technology and consumables have made FCAW a viable method for welding X-ray-quality welds without fusion defects. FCAW consumables now have the following characteristics:
Figure 1.
FAQ No. 2—How do I avoid slag entrapment using 360-degree orbital welding with the pipe in the horizontal (5G) position? I can't do that welding manually.
"Orbital" welding is a misleading term when it comes to pipe FCAW. Mechanized pipe welding is always done double-up, just as in manual welding (see Figure 2).
The only time that welding is done in a 360-degree, uninterrupted fashion is when the pipe is vertical (2G).
FAQ No. 3—What preparation do I need to use? Do I have to put a special bevel on the pipe ends?
A standard 30- or 37.5-degree bevel can be used with a slightly smaller root opening than typically would be used for manual welding.
FAQ No. 4—How do I weld the root pass? Can it be done with FCAW?
A limitation to this alternative of using FCAW is that it cannot be used for root pass welding. Currently most manufacturers cannot offer a mechanized system for root pass welding, which must be done with another technique. A solution is to use a manual/semiautomatic process (see Figure 3). Although the weld must be made using two weld processes, it merits consideration.
The Lincoln SST® and Miller RMD® manual/semiautomatic processes have been widely accepted, and with proper welder training, they are much more forgiving than semiautomatic GMAW. Root deposits are fused properly with the side walls with almost no spatter, unlike traditional solid-wire GMAW at low power levels. Both processes deposit a sufficiently heavy root bead, allowing the immediate use of FCAW for the subsequent (hot) pass without repenetration. Because both are solid-wire processes, slag removal and grinding are unnecessary.
Manufacturers presently do not offer a single mechanized system allowing use of the SST or RMD process in combination with FCAW. However, by the end of 2007, the same system capable of doing fill pass welding will include root pass capability. (This is already offered by one manufacturer of welding systems developed solely for marine pipeline use.)
FAQ No. 5—Can I use orbital welding on materials other than carbon steel, such as stainless steel?

Figure 2. In this double-up technique with two heads, each head welds 6 to 12 o'clock. When only one head is used, a clutch allows a rapid return to the 6 o'clock starting point.
Orbital FCAW has been used on a variety of materials (see Figure 4). The only limitation is whether an all-position filler wire is available to match the base metal of the pipe. Today you can find filler wire to meet nearly any requirement.
FAQ No. 6—I never know what size capabilities the next job will require. What range of pipe sizes does orbital FCAW equipment join?
All systems on the market today mount on metal bands, or guide rings, that are interchangeable to fit on different pipe sizes. Most systems cover 6- to 60-in.-dia. pipe. You also can use a flexible track for both ID and OD welding of vessels and tanks. Track segments can be joined for continuous runs and are attached with magnets or vacuum cups to the workpiece.
FAQ No. 7—I'm not convinced that mechanized welding is any faster than manual welding. What improvement, if any, can I expect?
There is nothing magic about machine welding; ultimately you are limited by the process and gravity's effect on the weld puddle. The improvement lies in duty cycle and repeatability. Manual welders typically have their arcs on 25 percent of the day. With mechanical welding, this arc-on time is increased to 70 to 80 percent. Mechanization also brings repetitive quality and low repair rates.
FAQ No. 8—Is a welder needed to use this equipment, or can anyone be taught?
A welder is required to operate the equipment. Why? Because fit-up is never perfect, and other joint-to-joint variations exist. A welder knows how to "read the puddle" and make override corrections using a hand-held remote control.
For example, the joint width might vary because of poor fit-up or imperfect beveling. A knowledgeable welder immediately recognizes that the weld puddle is no longer "washing" the bevel side wall of the joint. Without a correction, the side wall will fail to fuse. A simple override correction from the programmed valves can change the weave stroke width and correct the situation.
Just as a carpenter would choose a power saw rather than a manual saw for most carpentry, companies that weld large pipe may consider a mechanized pipe welding system. A mechanized system can allow a less-skilled welder to weld to code. It also makes a welder's job less physically demanding, which may extend the careers of older welders. With 57 being the average age of welders in the U.S., and fewer young people entering the industry, mechanized welding is worth evaluating.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}