















Know the chemistry, know the process, know the test
Preventing, finding, rejecting flaws in tube and pipe

Many of the products that come off the mills at tube- and pipemaker RathGibson, Janesville, Wis., have to be ready to endure in extreme environments. They are subjected to all manner of severe punishments—elevated temperatures, extraordinary pressures, caustic chemicals, even burial at sea—and they have to survive for years under these conditions. Applications are as varied as oil and gas, power generation, petrochemical, biopharmaceutical, and specialty automotive. Even something innocuous-sounding, such as food and dairy, can wreak havoc on a piping system if the food it processes is high in acid content.
To ensure their products hold up, tube- and pipemakers subject their products to various tests. Many of the tests are done after the tube or pipe comes off the mill—the products are dented, bent, crushed, exposed to salt water, and on and on. On the other hand, some tests are performed while the products are on the mill. Such tests are used to verify weld seam integrity, usually by sending electrical current or ultrasonic waves through the material and evaluating how they travel. Ideally they flow freely through the material; any disruption to a smooth-flowing electrical current or ultrasonic wave is considered to be caused by a flaw in the product.
A rule of thumb is that eddy current (EC) testing finds short, abrupt flaws such as pinholes or cracks, whereas ultrasonic testing (UT) is good at finding flaws that taper in and out like laminations. Another is that the EC test’s ability to find ID defects decreases as the wall thickness increases; therefore, UT is a good complement to EC’s limitations in thick-walled sections.
To conduct proper tests efficiently, a tube- and pipemaker such as RathGibson needs to consider these guidelines, and quite a few more, to develop a comprehensive test program. Related factors include the manufacturing
process used to make the specific product, the plant’s floor layout, and the alloy’s chemistry. Every alloy has unique weaknesses and inherent tendencies to develop certain types of defects, so a comprehensive plan has to take each alloy into consideration.
Separating Wheat From Chaff
If manufacturing were ideal and all processes were consistent, testing wouldn’t be necessary. However, manufacturing isn’t ideal, so manufacturers test the products they make. For tube- and pipemakers, one of the critical tests verifies the integrity of the weld seam. Waves of ultrasonic energy or electrical current that flow freely through the material indicate that the weld seam’s characteristics are consistent—no pinholes, no porosity, no cold welds, no defects of any sort, nothing that would make the weld seam soundness different from that of the parent material.
However, this isn’t the end of it. The receivers used for the UT and EC tests pick up all sorts of additional
information in the form of minor disturbances. They can appear to be defects, but often they are not. Electrically these show up as minor changes in resistance, but the causes tend to be mechanical, such as starting and stopping the cold-rolling process, a bad bearing, or a tooling problem. If the flaw repeats at nearly a consistent distance, chances are good that it has a physical root cause. Deciding which alerts are false positives and which are actual flaws is critical. One way to deal with this is to augment online EC testing with subsequent offline UT.
Online Testing
Online is favored because it provides 100 percent testing before cutting and doesn’t require more processing time, additional material handling, or any other steps. Also, it serves as a process monitor. It enables the mill operator to catch a small change in the process before it becomes a big problem. However, online processing does have several limitations.
Calibration. Test equipment needs frequent calibration. Depending on the test standard, it can be as often as every 30 minutes.
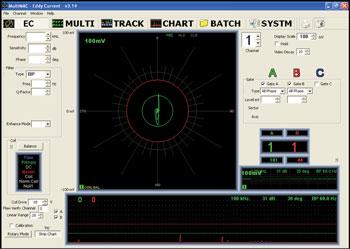
Figure 1: The polar display (top) gives phase and amplitude information on defect signals, while the strip chart (bottom) provides a display of signal amplitude over time or distance, which can be scaled to a tube length when used offline.
“There are at least a half dozen approaches to calibrating an online eddy current tester,” said Dave O’Donnell, RathGibson’s director of process and product development. “For our inline testing units, we have two test coils. One coil is on the mill, testing the product. The other one is the calibration coil, which is offline.” During every hour of operation, the online unit is active for about 591⁄2 minutes, looking for flaws in the product coming down the mill; twice every hour the operator switches over to the offline coil and uses a calibration standard—a tube with a drilled hole, for example—to set the sensitivity of the test unit, which takes about 15 seconds. When he is finished with the calibration, he switches back to the online coil.
Before the coils are put into use, they are compared to verify that they calibrate at the same gain, and they can be switched upon request. RathGibson has the ability to shut down a line to verify the adequacy of this approach or if requested by inspectors.
One advantage to this setup is that it’s efficient from an operations standpoint; the operator doesn’t have to stop the mill to calibrate the unit, minimizing scrap. The drawback is that it requires a substantial investment in coils, two for every product size.
Line Stops. Tube mills need to be stopped occasionally. For example, a mill that uses gas tungsten arc welding (GTAW, more commonly called tungsten inert gas [TIG]) must be stopped to replace the tungsten electrode. When the mill is restarted, the product runs for several feet until all the mill processes are re-established, resulting in quite a bit of scrap.
Coil Clearance. Because the ideal clearance between the encircling coil’s ID and the product’s OD is very small, an open-seam condition can be enough to damage the encircling coil. The same goes for strips that are butt-welded together. To prevent damage to the EC and UT coils, tube- and pipemakers specify coil IDs that are larger than the ideal size, sacrificing test sensitivity.
For heavy-wall production, line speeds can be slow and open-seam conditions increasingly severe, making good EC inspection online problematic, if not impractical.
Offline Testing
RathGibson uses offline testing for several reasons. First, some line speeds are too slow for effective inline EC testing—sensitivity drops off when line speeds get too slow. An offline test affords the company the luxury of running at a speed that maximizes sensitivity.
Second, for offline testing, the coil’s ID can be closer to the tube’s OD. Any butt welds, lengths of open seam, and other flaws that cause abrupt changes in the OD are cut off when the tube comes off the mill, so the product has a much more consistent OD when it goes through an offline test.
Some grades may even call for delayed inspection.
“One significant flaw we try to prevent is delayed hydrogen cracking,” O’Donnell said. “If you’re in a fabrication shop and hear a ping come from a steel weldment, that’s usually hydrogen cracking.” The same phenomenon can occur in ferritic materials, including 400-series ferritic stainless steel, if hydrogen gets entrapped in the steel during the welding process, O’Donnell said.
“At higher temperatures hydrogen is mobile and will diffuse into and through the steel,” he said. “At room temperature it becomes somewhat entrapped, a condition that can cause cold or delayed cracking often associated with welds.” Hydrogen sources relative to welding include dirt, oil, grease, paper fibers, wood fibers, and rust. These contaminants are found in nearly every manufacturing environment in the form of oils and greases from the machinery, wood fibers from the pallets and packing crates, paper tags on most of the inventory, and dirt and rust from many sources.
All these have compounds that break down when heated to typical welding temperatures, and one of the byproducts is hydrogen gas. Hydrogen gas is readily absorbed by the molten metal. After the weld cools and solidifies, solubility plummets, and at room temperature it can cause cracks to develop. The cracking can be relatively immediate or delayed.
Tube and pipe producers do everything they can to prevent hydrogen from developing in a welding environment in the first place, and clean the material as thoroughly as possible before it goes to the mill. However, cleaning isn’t 100 percent effective, and some debris gets through.
The inline test can catch cracks that have already developed, but cracking can be delayed. An offline test is a second chance to find a flaw and prevent products with this flaw from shipping to the customer.
For offline testing, RathGibson uses an EC unit from Magnetic Analysis Corp. (MAC), equipped with the company’s DM6000 drive mechanism and CP502 coil platform. The EC unit’s color monitor is large enough to display a polar output and strip chart simultaneously (see Figure 1).
To calibrate the unit with a drilled hole, MAC suggests orienting the hole to the 12 o’clock position and adjusting the phase angle displayed on the unit to vertical as well. This allows the operator to categorize signals from natural defects as originating in either the OD or ID, based on the direction (phase angle) of the signal. This information, in addition to the relative position of the discontinuity on the tube shown on the strip chart display, is valuable to the operator.
The calibration process is simplified by automatic filter selection based on the tube speed and a centering meter for mechanical setup, which is faster than the traditional trial-and-error centering method.
RathGibson also uses MAC’s Echomac rotary UT unit on a slide-and-elevate platform for proper positioning and centering. This offline test is better suited to heavy-wall pipe and searching for internal defects.
A Final QC Check
Finally, even if the product has passed an online seam test, subsequent offl-ine processing, such as annealing and straightening, means that a final test is in order. While it’s unlikely that annealing and straightening would introduce a flaw, it is standard practice at RathGibson to do a final offline EC or UT check.
“We test the product in the condition in which the customer will receive it,” O’Donnell said.
Other than the capital investment and the manpower, the offline check doesn’t have to be a big commitment. In RathGibson’s case, the straightener and the offline EC testing station are next to each other, so the final testing step doesn’t add much in material handling or manufacturing time. Also, because the straightening line is parallel to the test line, it doesn’t take up much additional floor space.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




