















Making waterjet-cut parts more fatigue-resistant
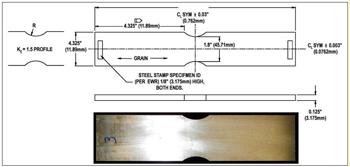
Figure 1Click to view image larger Test Specimen Geometry
Parts that are highly stressed with cycling loads are subject to failure by metal fatigue. The surface produced by waterjet cutting often has striations that contribute to early failure by fatigue. This article describes the factors that contribute to fatigue and how to make parts that are more fatigue-resistant. This topic is particularly important for parts made for the aerospace industry, but applies in all applications in which metals are highly stressed with cyclic loads.
What Is Fatigue?
Bend a paper clip back and forth until it breaks after perhaps 30 bends. You have just witnessed a low-cycle fatigue failure. If the bending stresses are lowered to the point where the wire is not permanently bent, it still will fail after perhaps 100,000 or a million cycles in a high-cycle fatigue failure.
Most waterjet operators have had some experience with high-cycle fatigue failure of components in their high-pressure pumps and plumbing systems. The cycling stresses caused by pressure eventually create a crack, which then slowly spreads until the remaining material is too weak to hold the load. At that point a sudden failure occurs as a burst cylinder or high-pressure tube.
Factors That Contribute to Fatigue
When a load is applied to a part, the stress field usually is not uniform because it depends on the part geometry. Even small geometry features, including defects in the part, can cause the stresses to be higher in the neighborhood of the defect. Fatigue cracks initiate first in the areas of highest stresses. The subsequent growth rate of the cracks is then affected by the corrosion properties of the environment.
Scratches, sharp indentations—like center punch marks—and small pieces of dirt or porosity within the metal all can cause stress concentrations that shorten fatigue life. The striations on a low-quality waterjet-cut edge also can lower a part's fatigue life significantly. The effect of striations was examined in a series of tests conducted by H. T. Liu.
The Test
A series of aluminum specimens as shown in Figure 1were prepared. The narrow area at the middle of the specimen is the test area, the edges of which were cut under a variety of conditions. The ends of the specimen then were gripped by a clamp and the specimen was pulled with a cyclic load ranging from a high of 6,750 lbs. to a low of 405 lbs. After a number of such tensile cycles, the specimen broke across the narrow part as shown in Figure 2. The number of cycles required to fracture the part was recorded for the various surface conditions at the midpoint where the cracks originated.
Test Results
A major factor for determining the cycle life of the specimens was the surface roughness as indicated by Ra.Figure 3shows that reducing the surface roughness from Ra=7.7 to 1.7 microns more than doubled the fatigue life. On this graph the point marked "Baseline" is a reference part made with conventional CNC machining. The fact that it falls on the same general curve as the waterjet specimens indicates that there is nothing special about the waterjet parts except for their greater roughness.
The point marked "AWJ-Cut & Sanded" also falls right on the curve again, which shows that improving the finish improved the fatigue life. The point marked "Dry-Grit Blasted" is from a waterjet part that was lightly grit-blasted to improve the surface finish. It is clear that the finish was improved by the blasting, but this point had a fatigue life at least a factor of 4 times greater than a part that was simply polished to the same surface finish. In fact, the true improvement is not known, because all the grit-blasted samples failed at the grip point in the test fixture, not at the narrow test section (Figure 4).
In these particular tests, the grit-blasting was done with 180-mesh aluminum oxide driven with a 60-PSI air jet. Ten specimens were stacked, and the stack was blasted for about 45 seconds on each side. This was sufficient to remove all visible striations and to give the dramatic improvement seen in Figure 3.
Grit-blasting produces compressive stresses in the part surface. These compressive stresses can inhibit the initiation of cracks and improve fatigue life substantially.
Improving Fatigue Life of Waterjet-cut Parts
Several approaches can be used to maximize the fatigue life of waterjet-cut parts:
- Design the part so that stresses are minimal. Avoid sharp corners in tension and other stress-raising features. This is good practice, no matter how the parts are made.
- If high-stress areas can't be avoided, use high-quality cutting in those areas to minimize striations, or polish the striations off with a secondary process. Figure 5shows that striations are affected both by the cut quality and the abrasive mesh size. For best fatigue life, cut at high quality (low speed) with a fine abrasive.
- If the ultimate in fatigue life is required, grit-blast the parts in a manner similar to that done on the test specimens. Some experimentation probably will be necessary to achieve optimum results in a particular situation. In ongoing experiments, the same benefits are seen in titanium.
Dr. John H. Olsen is co-founder and vice president of operations of OMAX® Corp., 21409 72nd Ave. S., Kent, WA 98032, 253-872-2300, john.olsen@omax.com, www.omax.com. Dr. H.T. Liu is a senior scientist with OMAX.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}