
















Contributing editor

A mobile conveyor moves across a rail system, clearing the way for safer, easier die changes.
No two stamping manufacturers are alike; each has unique challenges, materials, customers, industry segments served, and personnel. An engineered scrap handling system that addresses each company’s unique needs is likely to reap the most benefits and optimize operational efficiencies.
A custom system can reduce labor costs, improve shop floor safety, mitigate fork truck traffic, and maximize recycled metal return on investment (ROI).
Three stamping manufacturers overcame challenges with engineered scrap handling systems and realized efficiencies in doing so.
A metalworking company that produces heavy-gauge stamped metal fasteners, progressive-die metal stampings, and high-value-added assemblies for customers in the automotive, heavy truck, and military markets was awarded a sizable contract from a new customer. The job required investments in new presses and dies, but the new machinery would have had to fit into the current space in the facility. No additional space was available.
Working alongside engineers from PRAB, a manufacturer of scrap handling and fluid recycling systems, the stamper strategically planned a new scrap handling system that would accomplish its three-pronged goals.
The first goal was to remove the scrap that the new press would generate while working within the existing infrastructure. Second, the project needed to be completed on a limited budget. Last, the installation needed to meet a tight deadline.
An additional hurdle was fitting an underground conveyor into an existing in-floor pit to discharge scrap into an oscillating conveyor (see Figure 1). Typically, the size of the scrap coming off of the newly installed press would be handled well by a 6-inch-pitch steel belt conveyor. However, because of the space restrictions and the requirement to use the existing in-floor pit to accommodate this conveyor, the 6-in.-pitch steel belt would not fit. Therefore, PRAB custom-engineered a 21⁄2-in.-pitch steel belt conveyor with a reinforced plate. This approach helped the manufacturer overcome the space challenges while maintaining the durability and reliability of the entire conveyor system.
A custom parts manufacturing plant needed to improve its scrap handling process on a 1,000-ton stamping press operation that required seven to nine die changes per shift, three shifts per day over a six-day period. Because the stamper did not have an underground pit, all of the scrap came off the press onto manually placed conveyors.
The challenge presented by the current conveyors was that the conveyors’ power source lay on the production floor in the path of workers and other plant staff. In addition, some of the scrap fell off the conveyors during the stamping operation, and workers had to pick up sharp metal pieces by hand.
Workers also were involved in a labor-intensive, manual process of disconnecting conveyors from the power, physically moving the conveyors to a temporary location, then moving them back again to be reconnected for each die change. This process consumed about 20 to 30 minutes per die change and cut into production time—as well as being unsafe for workers.
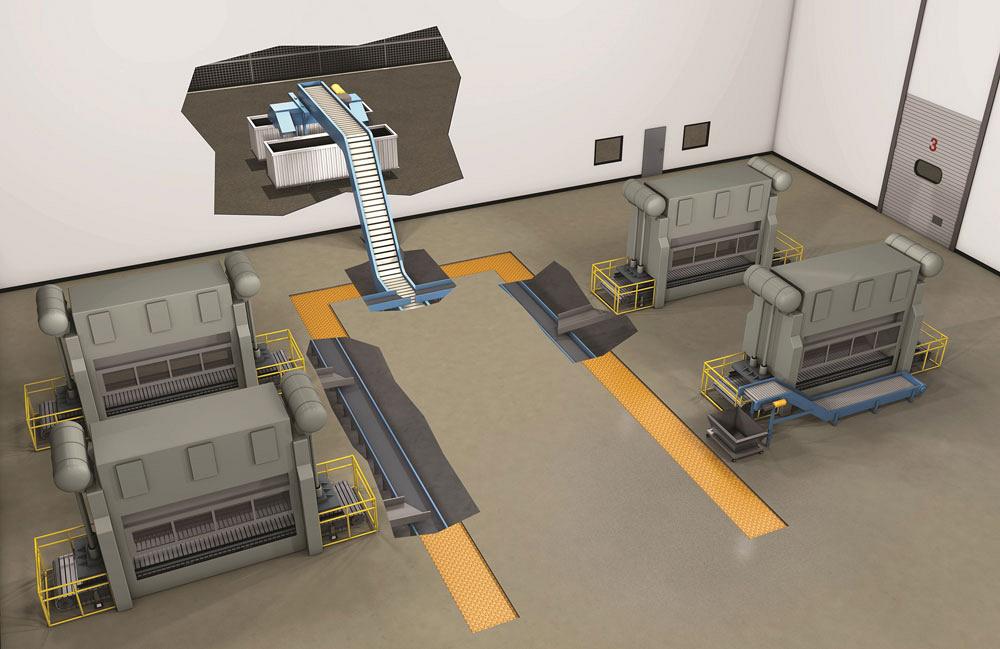
Figure 1
A custom underground conveyor was designed to fit into an existing in-floor pit for an automotive stamping manufacturer.
The stamping plant’s goal was to have a permanent conveying system that would allow dies to be changed easily, increase efficiency and accuracy of scrap collection, and to provide a safe work environment for its workers.
The outcome was a PRAB custom-engineered, mobile, 6-in.-pitch traversing steel belt conveyor with an enclosed frame that spans 50 feet and safely lifts the scrap 13 ft. to a bin (see lead photo). The mobile conveyor can be operated with a hand control that moves it across a rail system, getting the equipment and scrap out of the way during die changes.
As a result, the company realized operating savings of 12 to 18 percent per job and cut the die change process time in half. On top of this, the engineered approach improved plant safety because electrical connections were off the floor and no longer obstructions, and the scrap is removed safely in the enclosed conveyor. Workers no longer have to pick up scrap by hand.Many metalworking manufacturers don’t have efficient scrap distribution systems in their facilities. This means that scrap pickups are more frequent and containers are filled unevenly with air pockets, decreasing the ROI for both the stamper and recycler. It is in metal scrap recyclers’ best interests to collaborate with their stamping customers to help them automate this process.
One full-service scrap metal recycler trying to secure a long-term contract with an automotive stamping manufacturer sought to develop an automated scrap load-out system that fit within the stamper’s existing infrastructure and would maximize scrap returns.
The manufacturer’s existing scrap load-out system had two parallel containers that were supplied by the recycler. A manual chute diverted the scrap from one container to another when it was considered to be full. The recycler then picked up the containers and replaced them with empty ones.
However, the containers often were not full, having been filled unevenly with gaps or pockets. This reduced profit margins for the stamper and the recycler because less-than-optimal volumes of material were picked up and more frequently than necessary. The situation was unfavorable for both the stamper and the recycler.
PRAB engineers designed a load-out system to fit in the existing space of the facility. The shuttle system comprises a 6-in.-pitch, reversing/rotating shuttle steel belt conveyor with a support structure, container weigh scales, level sensors, and delivery extension arm.
This new orbital shuttle system’s laser sensors monitor the height and location of the filling process and communicate with a central control system when the containers are full and ready to be moved. The scales regulate the carrying weight for the entire load.
The orbital shuttle system allowed the stamper to change the scrap collection from 20-ft.-long roll-off containers with 25,000-pound capacities to a 40,000-lb.-capacity, 40-ft.-long trailer. This system provided improved performance margins, which resulted in a long-term contract between the automotive stamper and the recycler.
As sure as manufacturing continues to evolve, new problems and circumstances are likely to surface, but no problem is too big to solve with expertise and imagination.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






