

















Contributing editor

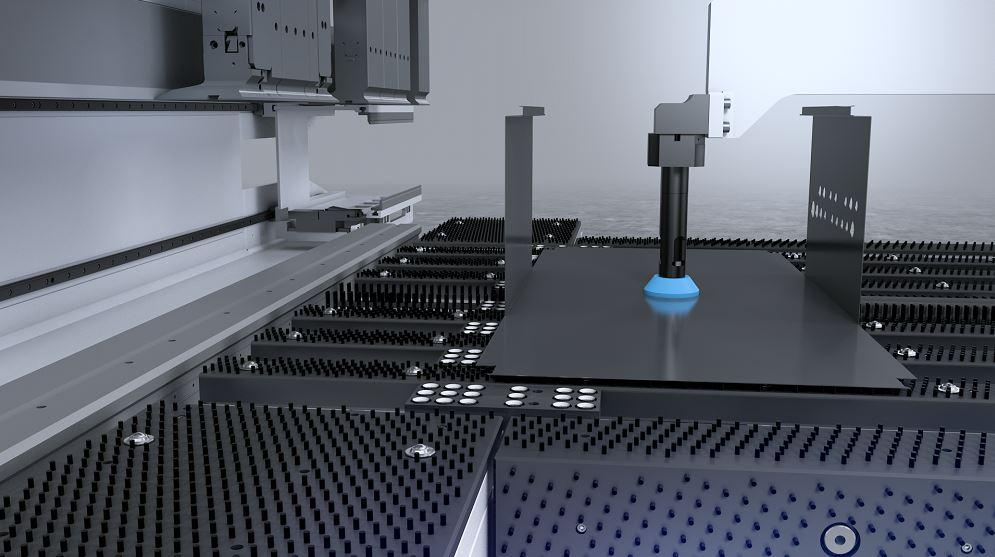
Advancements in panel bending technology are helping fabricators bend faster and with less labor content. TRUMPF
Finding, keeping, and training human resources continues to be a challenge for fabricators, and bending operations are no exception. Panel benders were developed to simplify bending, make it more efficient, and reduce strain on bending operators.
Improvements have been made to the panel benders themselves to continue the efficiency trajectory. Upgrades in the technology have been developed to expand the types of profiles, sizes, and ranges of components that can be bent; automate the material handling aspects; increase the number of tools that can be stored in the machine; and improve first-good-part consistency.
Panel bending subject matter experts from four OEMs—TRUMPF Head of Smart Factory Applications and Automated Bending Franziska Mashowski, Ursviken Pivatic General Manager Jamie Sims, Prima Power System Sales Manager Fred Cooke, and Salvagnini Sales and Applications Engineering Manager Peter Kitzler—describe the technology and its upgrades.
What challenges are metal fabricators currently faced with related to bending and panel bending, specifically?
Franziska Mashowski, TRUMPF: Labor continues to be a challenge. Bending skills are in high demand and very hard to come by. We are told quite often that it’s difficult to find personnel who are willing to learn to operate a bending machine.
This has led many metal fabricators to offer training and support to build a skilled bending workforce in their companies organically. Unfortunately, training an operator to a high skill level is a time-consuming process, and experienced bending operators can be tough to retain.
Fred Cooke, Prima Power: Panel benders are highly effective systems for fabricators, as they reduce setup time, automatically adjust for varying material types and thicknesses, and improve quality with repeatable machinery. The challenge lies in keeping the bender busy with large volumes of blanks—typically 400 to 600 panels in an eight-hour shift—and offloading, sequencing, and sorting the parts with minimal contact.
Peter Kitzler, Salvagnini: The industrial demand is changing. For many years, production batch/lot sizes have been shrinking while the expectation is to improve all three corners of the project management triangle (price, quality, and delivery). This requirement means the manufacturing process as a whole needs to be better at flexibility, accuracy, and reliability. In a recent survey of U.S. fabricators, they said that throughput is as pressing as the labor shortage. So, in addition to finding operators, fabricators are challenged with identifying the best equipment.
When it comes to bending parts, the challenges are making sure that the tooling setup time is at a minimum and production is driving towards a zero scrap rate.
Jamie Sims, Ursviken Pivatic: Panel benders produce faster bending cycle times but have limitations in the types of profiles and bending heights. They also can be limited in bending parts longer than 10 ft.

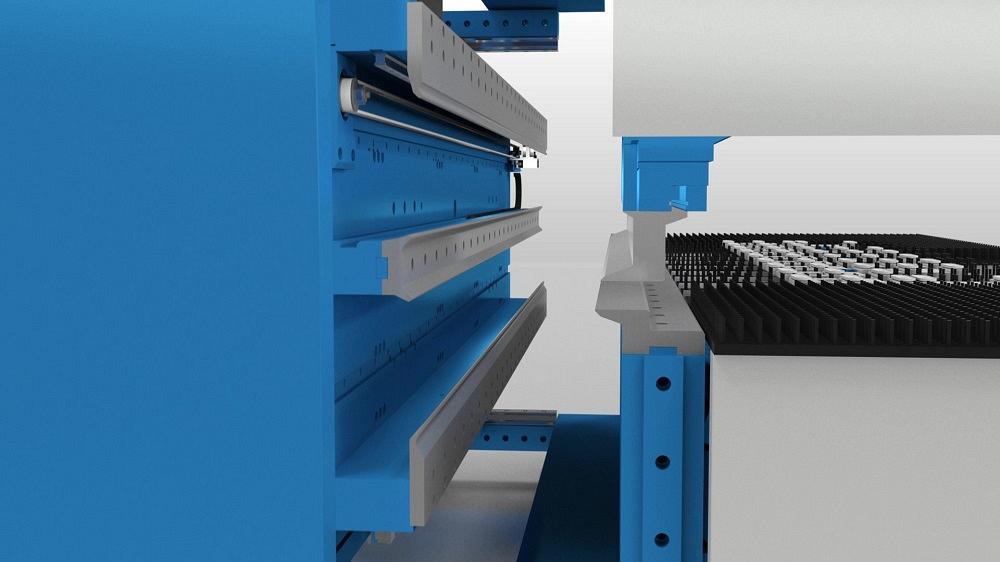
The multipanel bender also has an optional manipulator that secures the part from behind so that very narrow parts can be processed. Ursviken Pivatic
How are panel benders evolving to help meet these challenges? What are some current and critical developments you’re seeing?
Kitzler: The panel bender is evolving in several different ways. First, there is automation. Panel benders were originally designed to offer newer technology to enable manufacturers to replace four or more press brakes. This highly automated technology not only helps with labor issues but also improves part accuracy, and the increased speed of making parts is significant. Typically, it takes a panel bender five seconds per bend in one shift.
The automatic tooling is another area for panel bending technology that is constantly evolving. Depending on the parts the fabricator is producing, panel benders can reach bend heights of 10 in. and implement features to produce very small parts. Another important development is in the software. All software applications around panel bending, such as CAD/CAM, 3D design, machine programming, parametrics, the order processing system, and production management, in general, are developing to even higher automation levels. Production machines and related software applications have to become usable for everyone with even low-level qualifications on sheet metal fabrication.
Cooke: Our panel benders have advanced significantly in recent years, transforming from stand-alone machines that had to be manually loaded to integrated systems. This has had a huge impact on the entire process. Blanks can be supplied by a coil directly to the loaders of the blanking machines, such as the Shear Brilliance punch/shear combination or the Combi Genius punch/laser combination machine.
This innovation has resulted in a reduction in labor force required because an operator can now take on the role of line manager. With an 18-ga., 15,000-lb. coil being able to provide more than 140 blanks that are 60- by 120-in., the system can cut the right length every time. This results in a skyrocketing yield and plummeting costs. In addition, the bender passes the parts on to the next process, providing downstream data.
Mashowski: A panel bender is a machine that has been designed to optimize the bending process. It does so by simplifying the bending process while adding efficiency. A part that may take a couple minutes on a press brake can be bent in half or a third of that processing time. These efficiency improvements are made even more critical by continuously faster laser cutting and other upstream operations.
Panel bending also makes the bending process easier for operators. The operator no longer must handle the material for each bend. This reduces fatigue and the opportunity for errors during the bending process. With a panel bender, an operator doesn’t have to place the part against a stop and rely on his or her coordination to produce a good part. Panel benders do all of this through an automated and reliable process. A blank is inserted into the machine and the panel bender produces the whole part.
Sims: Panel benders are very accurate and flexible because of interpolated bending blade movements that allow for both small and big radii in the bends without the need for tool changes. Our multipanel bender was designed to be able to increase the daylight for applications that exceed 12-in. bending heights and 13-ft. lengths in a single machine. They can bend components up to 26 ft. long when the benders are configured as a tandem.
How are you addressing these challenges? What have you developed with panel benders that is new or significant?
Cooke: Fabricators want control over the sequence of production. We’ve installed several large benders with our picking/stacking robot. A cartesian pick-and-place gripper allows the bender to pull from multiple tables and cassettes from storage systems simultaneously. While one cassette is being changed, the other is in play. That way, the bender never misses a beat.

Prima panel benders can be integrated with automated loading and unloading equipment. Prima Power
For unloading, operators can send parts directly to a conveyor where postprocess operations—such as clinching, spotwelding, foam filling—can be done. After parts are bent, a loading gripper can stack parts automatically. In some cases, bending operators can use a second loading gripper on the beam to further reduce takt times. This is applicable for easily stackable parts.
For more complicated stacking, a 6- or 7-axis industrial robot is recommended. Finally, the new development in automated guided vehicles is autonomous mobile robots (AMRs), that load parts onto stations.
Mashowski: Significant advantages are inherent in any automated process. The difficulty we have seen many metal fabricators struggle with is determining if their parts and applications are suited towards panel bending. Panel bending is an efficient and productive way to form parts, but only if the parts fit into the application scope of what a panel bender can do.
One common panel bender restriction is flange height and box height. TRUMPF has introduced the TruBend Center 7020 that will form a box height as large as 13.7 in. tall. This opens a new range of applications for enclosures and electrical boxes to panel bending without sacrificing the speed or flexibility.
Sims: One unique feature is the multitool console that allows operators to install up to five bending blades to the same machine. This increases flexibility. The multipanel bender also has an optional manipulator that secures the part from behind so that very narrow parts can be processed.
Kitzler: Salvagnini has developed the panel bending machines to full automation with zero setup on every aspect of bending operation. That includes also dedicated tooling for special bending operations. Consequently, all panel bender models can be operated with zero human manual setup on the highest flexible production schedule. That is from single-piece flow of one up to medium-batch-size production. On the automation side, all machine models and sizes are prepared for full integration into FMS [flexible manufacturing systems] or fully automated stand-alone systems.
Compact panel benders and low-automation panel benders still can be installed and set up for manual operation as well as for robotic loading and unloading. Salvagnini calls this technology P-Robot.
Panel benders must be able to produce a “first good part.” Today, the sheet metal industry does not have the luxury to punch or laser-cut extra pieces for part qualification and fine-tuning production runs. For that reason, Salvagnini has developed technology that detects raw material inconsistencies and material property variation in sheet thickness tolerances and tensile/yield strengths. Once detected and measured, it is automatically compensated and recorded. These are standard features in every panel bender model.
Finally, energy consumption is a hot issue. Salvagnini is using power drive systems called actuators on all panel bender models manufactured since 2015. This technology, paired with electric and pneumatic applications, has reduced energy consumption on our panel benders to such low levels that energy consumption is not a factor anymore.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}