













President
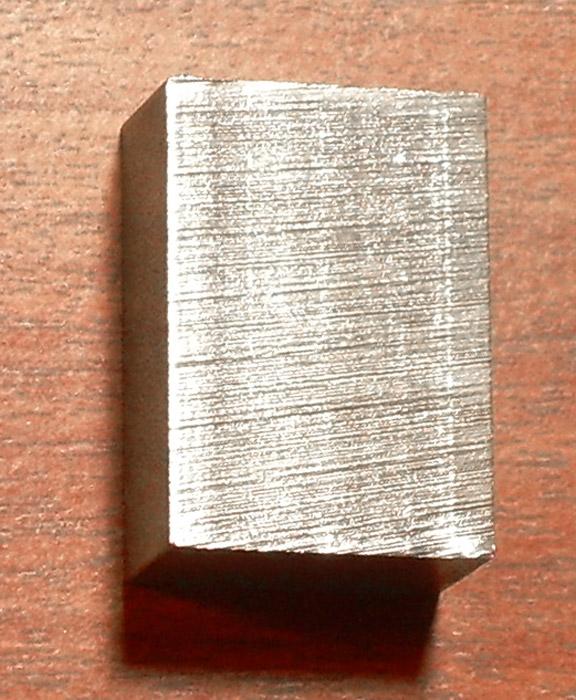
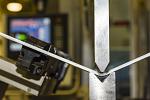
Figure 1
When operated properly, modern band saws are capable of producing cuts with a surface smoothness of 0.0250 in.
Over time any band saw will wear out, but all too frequently the causes of a poor cut can be traced to improper operation or mechanical issues that could have been prevented with routine maintenance. A modern band saw can achieve a surface finish to 0.0250 inch and produce crisp, clean edges on the stock (see Figure 1).
Yet even an old band saw that has been properly operated and maintained can achieve a high-quality cut approaching that of a modern band saw. To ensure a quality cut, focus on these five key areas: coolant, the blade, downfeed, workpiece support, and machine maintenance. Unfortunately, many operators do not fully understand and appreciate how these interrelate.
Coolant flushes the chips out of the saw cut and, together with a blade-cleaning brush, ensures no chips go back into the workpiece. The coolant also functions as a heat transfer agent to cool the workpiece and lubricate the blade to extend its life. Much like the oil in a car engine, coolant can degrade over time and must be replaced.
For general steels, the ratio of water to coolant should be 10-to-1 or 12-to-1 for mild steel and as rich as 8-to-1 for tougher materials. Many assume that the coolant doesn’t evaporate, and that all operators or technicians need to do is add more water. But over time that coolant ratio can climb to as much as 30-to-1. This greatly reduces the coolant’s heat transfer ability and can cause burrs to form along the edge of the workpiece. In addition, lubricity is greatly reduced, causing the blade to wear faster.
A sharp, well-lubricated blade will make a clean cut. As a blade becomes dull, it generates more heat, and at some point the amount of heat generated can become higher than the coolant’s ability to transfer heat, especially if the coolant mixture is old or does not have the correct water-to-coolant ratio.
Make sure the blade tooth pitch is correct for the material being cut. Using a tooth pitch that is too fine can cause the chips to become trapped in the gullet of the blade—in effect “filing” the material, not cutting it. This will produce a rough surface.
For most applications a coarser tooth pitch is more efficient and cuts faster. Inspect the chips being removed. They should be nice, curled, full chips. If they aren’t, check your blade and blade-cleaning brush to make sure chips aren’t trapped in the gullet. Blue chips are a sign of too much heat being generated.
Make sure the blade speed is correct for the application. Even a few feet-per-minute adjustment can greatly improve the quality of the cut. Your saw blade vendor can supply charts for materials, blade speeds, and cutting rates and has access to the blade manufacturer’s technical department for answers to specific questions.
Also check the band saw guides, including the positioning and tolerances of the inserts and rollers. Be sure the guide rollers are free-turning. A locked or damaged roller can pinch the saw blade.
Downfeed rate and pressure must be controlled for the type and thickness of the material being cut. If the automatic power downfeed is set for a sharp blade, it must be reset periodically to take into account the gradual dulling of the blade. Failure to do so can produce increasingly poorer-quality cuts.
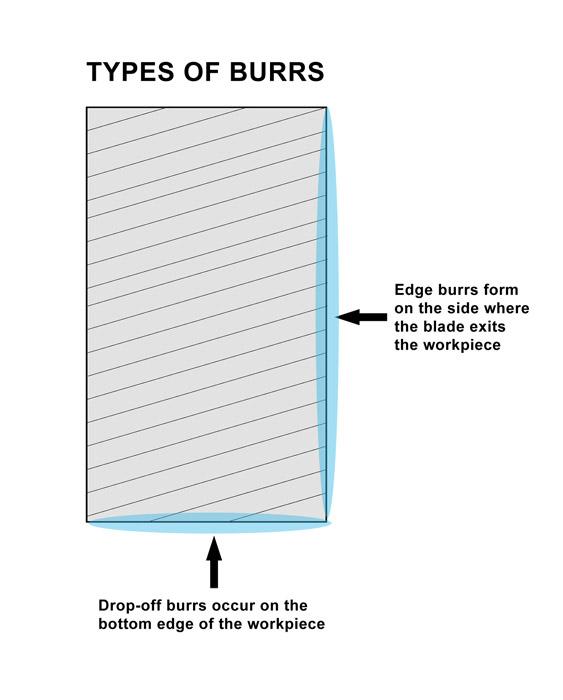
Figure 2
Exit burrs form on the side of the workpiece and usually indicate the metal has become too hot. Drop-off burrs occur when both sides of the workpiece are not properly supported and the saw blade is almost at the bottom of the cut.
If the band saw has a manual downfeed, the operator must continually be aware of the cut quality and adjust the rate and pressure accordingly.
Check that the workpiece, firmly supported on both sides of the cut, is unable to move during the cut. If the clamping pressure is adjustable, use the maximum pressure for solid stock and enough pressure to clamp structurals without deforming them.
A common type of burr occurs when the cut-off side of the workpiece is not properly supported. As the blade nears the end of the cut, the weight of the stock can cause it to drop off instead of being cut off (see Figure 2).
When cutting rectangular stock, position the workpiece vertically instead of flat. This reduces the amount of blade contact with the workpiece, resulting in more efficient sawing and a higher-quality cut.
To provide blade support, position blade guide arms as close as possible to the workpiece. If the distance is too great, the blade can “wander” in the cut, especially with too much downfeed pressure. Newer machines have carbide guides in addition to the rollers to help keep the blade vertical.
All moving parts should be lubricated well, so all slide ways work without extra resistance. This ensures cut-to-cut repeatability. Lubricate grease fittings with high-quality grease and other machined surfaces with general industrial lube oil.
Check the idler wheel bearing to make sure it is not worn. A worn bearing can cause the blade to become slightly angled, creating a beveled cut. Depending on the saw’s design, you might have to replace the entire idler wheel assembly. Be sure to follow the saw manufacturer’s guidelines and specifications.
Inspect the blade-cleaning brush to ensure it makes proper contact with the saw blade. If the metal bristles have worn down, consider replacing it with a nylon bristle brush. The nylon bristles won’t wear on the blade as severely, and because the bristles are flexible, they can last longer.
A crooked cut (see Figure 3) can be a symptom of blade vibration. If the machine is old, check the pivot bar for wear. A worn pivot bar can induce vibration in the arm, which is then transmitted to the blade. This produces a wavy cut. Usually the bar cannot be replaced, or the cost to do this would almost equal the cost of a new machine. If it’s time to replace your machine, choose a high-quality band saw. Don’t let price be your only concern.
If your band saw’s pivot bar is still tight, you need to take a serious look at how you operate and maintain the machine. In most cases, crooked cuts can be traced back to improper saw operation such as too much downfeed pressure, too slow a blade speed, or the guide arms are too far away.
In other cases you will need to conduct a thorough inspection. Is the blade dull? Is blade tension too weak? Are the blade guides worn or out of adjustment? By understanding the five key factors affecting the cut, you should be able to achieve good cuts every time.
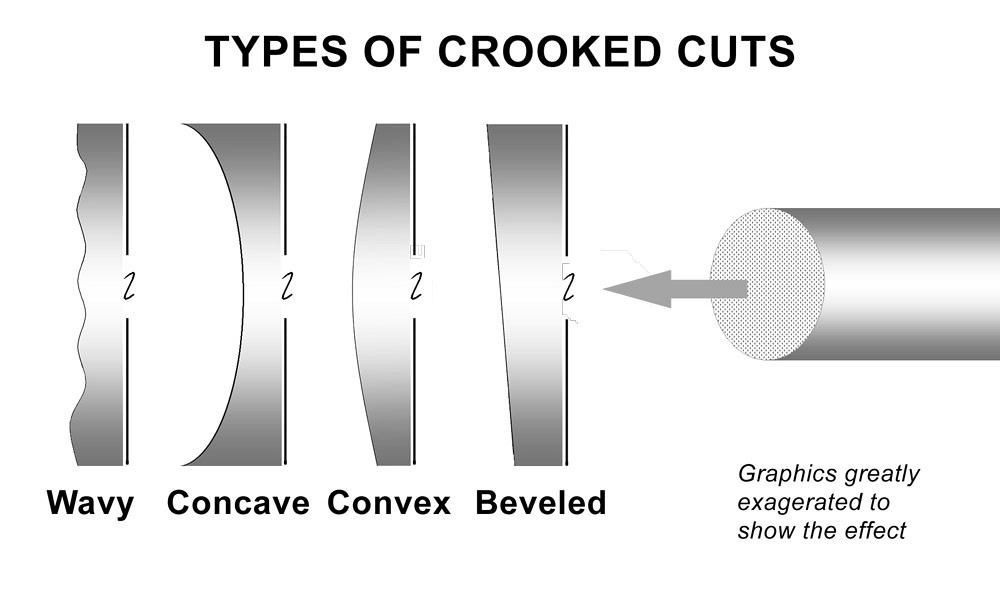
Figure 3
For most applications a cut is considered vertical if it does not vary more than ±0.002 in. per inch of vertical travel. Anything outside of that tolerance is considered crooked and a sign that there is too much play in the saw blade. Editor’s note: Graphics are greatly exaggerated to show the effect.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...