

















Contributing editor
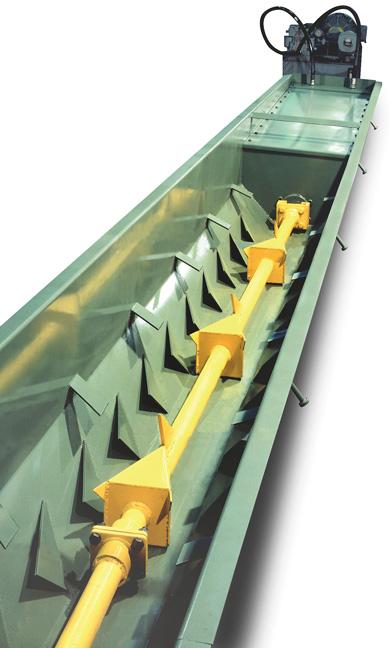
This single-drive long conveyor, which can be installed on the shop floor or, more typically, below floor grade, can handle plantwide scrap transfer with multiple inlet points. This type of conveyor system is most cost-effective if installed when a facility expands or is under new construction. Photo courtesy of PRAB, Kalamazoo, Mich.
Hemlines may rise and fall and ties may narrow and widen, but beltless conveyors are always in vogue. Magnetic slider bed, screw-type, “shaker” oscillating conveyors or vibratory conveyors have grown in popularity because of the advantages they bring and are poised to be a staple of stamping operations for years to come.
STAMPING Journal asked three leading manufacturers of beltless conveyors to explain why this type of conveyor is popular, its best applications, and what trends are showing.
1. What are the biggest advantages of “going beltless” and what are the disadvantages?
“Beltless conveyors are low-maintenance because there are fewer exposed and moving parts. The scrap material doesn’t cut the belt or get trapped under the belt surface,” said Eric Taylor, supervisor, remanufacturing services, Eriez®.
The generic term shaker conveyor tends to be used for both vibratory and oscillating conveyors, explained Pat Ontrop, sales and marketing manager for Pax Products Inc. “Vibratory conveyors use rapid back-and-forth motion to move or convey product. Typically, the material being conveyed is thrown up and forward so that it drops to the surface at a point farther down the tray.
An oscillating, or slider, conveyor cycles at a slower rate than vibratory conveyors. It advances the scrap by moving the tray forward in one direction and then sliding it back more quickly in the opposite direction underneath the part or scrap without moving the material in the opposite direction.
”Beltless conveyors provide some advantages over belted ones, depending on their type, but the reverse is true in some instances, Ontrop said (see Figure 1).
“In general, oscillating conveyors are a cost-effective solution for horizontal scrap transfer because there are up to 98 percent fewer parts in oscillating units compared to steel belt conveyors, so operating and maintenance costs are minimal,” said Prab Inc. Vice President, Sales and Marketing Mike Hill. The disadvantage of oscillating conveyors is that they cannot elevate scrap, he added.
“The mechanical vibratory conveyors are powerful vibrating machines designed for moving bulk materials over long distances efficiently,” Taylor said. The conveyors are equipped with a spring-coupled, two-mass vibrating system using a motor-driven eccentric weighted shaft to provide the exiting force to move the scrap. “A vibratory conveyor can move both magnetic and nonmagnetic materials, as long as they are on a horizontal plane,” Taylor said (see Figure 2). The option exists to use electromagnetic vibratory feeders to convey nonferrous scrap, he added.
“Magnetic slider conveyors use a continuous series of powerful ceramic magnets to pick up and glide materials along the stainless steel glider plate [see Figure 3]. Material is then discharged over the head end,” Taylor said. These conveyors can transport steel stamping scrap and stamped parts from one level to another, typically into bins or hoppers, Taylor added.
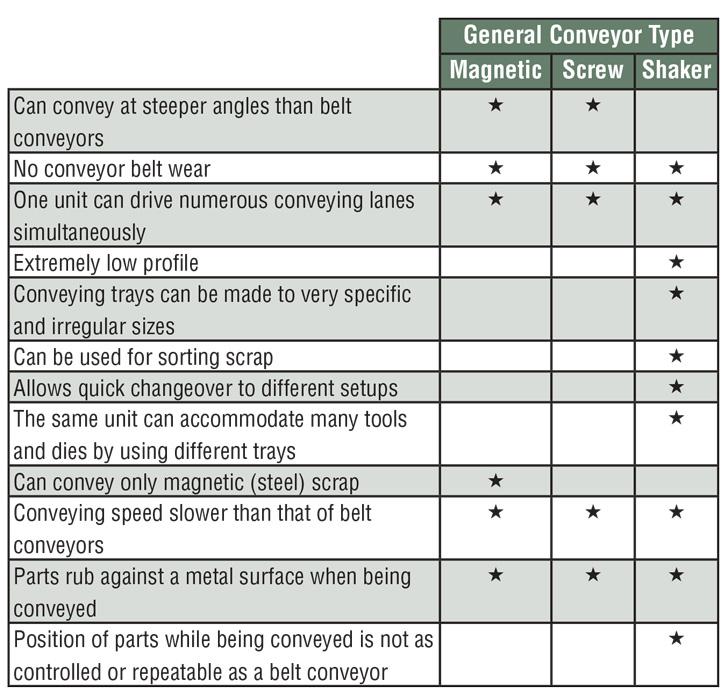
Figure 1
Beltless conveyors provide some advantages over belted ones, depending on their type, but
the reverse is true in some instances. Chart courtesy of Pax Products, Celina, Ohio.
However, because the conveyors operate on magnetic attraction of the ferrous scrap to the magnetic surface, they work in transporting only ferrous material such as mild steel, advanced high-strength steels, and ferritic stainless steel, but not austenitic stainless steel or most aluminum grades, he added.
“Incline angles can be greatly increased with magnetic conveyors over belted units [because of the magnetic pull],” Hill said.
2. What are the best applications for beltless conveyors?
“The best applications for magnetic conveyors are where a very low profile or overall conveyor height is required, a steep incline angle is necessary, or zero scrap carryover is important,” Hill said. “The best uses for oscillating conveyors involve long, horizontal scrap conveyance where zero scrap carryover is required and cost is critical.”
3. What’s new in beltless technology? Which trends are showing?
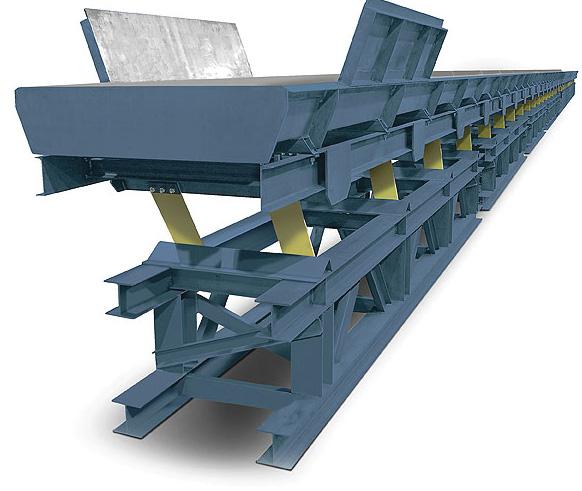
“A recent focus seems to be on long overall conveyor lengths using single drives,” Hill said (see Figure 4). In some instances, one conveyor system can handle plantwide scrap transfer with multiple inlet points, he said. “I see this trend continuing into the future.”
Taylor observed that more companies want to be sure they monetize their scrap metal whenever possible. “For this reason, Eriez’s separation technology and recycling products are designed to capture as much of the valuable scrap metal possible.”
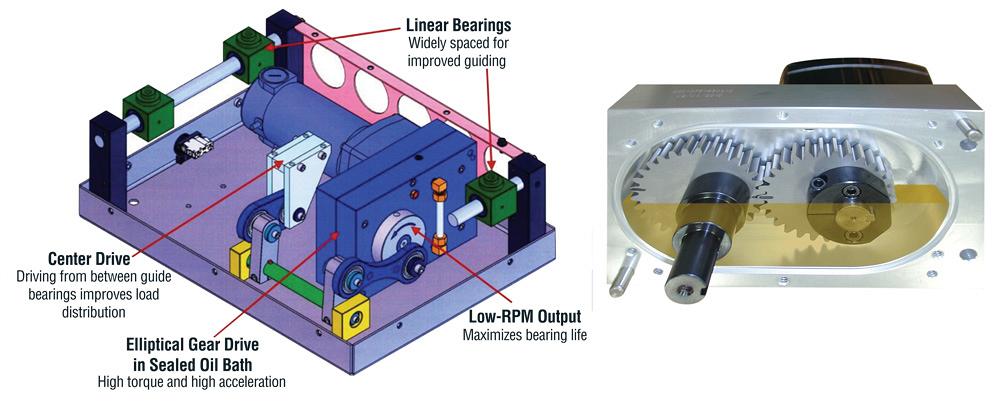
Ontrop said he sees conveyors trending toward switching from air-driven to electric-driven shakers (see Figure 5). “Although air-operated conveyors typically have a lower purchase price and a smaller unit size, electrically operated conveyors have a lower operating cost, fewer maintenance issues, and a quieter operation than air-operated,” he said.
Ontrop also cited the following as beltless conveyor trends:

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}
{kind=link}
{kind=link}
{kind=link}