















Senior Editor

A welder prepares a connection at SteelFab Inc.’s Charlotte, N.C., plant. Photo courtesy of Peddinghaus Corp.
Analyzing the structural steel fabrication business is a bit like reading tree rings: They’re all there for those who want to read them.
The older, “inner-ring” shops are still alive and well, serving various small construction projects. There you’ll find plate and beams being fabricated the old-fashioned way, with fitters reading blueprints and applying layout marks (copes, hole locations, etc.) with steel tape, squares, and soapstone; using a mag drill or ironworker to drill or punch the holes; and drawing the hole center locations by hand. People wield plasma and oxyfuel torches to cut weld preps, then grind for a while (sometimes a long while) before the piece finally moves on to welding.
Then you have the larger operations, the “outer rings,” which are evolving into something extraordinarily different. Fabrication data from the 3-D model is downloaded directly to the machines in the shop. After blast cleaning, automation moves the beams (with no overhead crane) to some truly advanced machinery.
The beam also may move through a robotic plasma (or oxyfuel) cutting and coping system, which imports such file types as DSTV and SolidWorks® files. “These now have the capability to probe and scan the characteristics of each piece as well as generate some bolt holes thermally, as allowed in some cases by the AISC [American Institute of Steel Construction],” said Adrian Morrall, president of Voortman Corp., Monee, Ill. “The technology is improving constantly.”
From there the beam flows directly to welding, grinding (though a lot less grinding than there used to be), assembly, and out the door.
“We can track the material as it travels through the machinery and then ultimately after the machinery, to the welding stations, at which point you can track by bar code,” Morrall continued. “Everything is now linked together, and that linkage is just going to continue to improve.”
A fabricator who left the business 30 years ago would be utterly amazed at not just the machinery (including fast drilling with carbide tools and fast cutting with carbide saw blades), but at the quick movement of material and information. Technicians with touchscreen tablets walk the shop floor, monitor flow, and pull up current drawings with a few taps.
In some operations, the equipment cuts the beam to length and drills. Parts also now have bar codes that, when scanned, send information directly back to production control software.
The older generation also probably thinks about their own careers—including years spent with blueprints, a steel rule, square, and soapstone—and wonder about the future of the youth entering the field: What will their career look like?
Dave Sailing has seen it all at Zalk Josephs Fabricators, from soapstone to building information modeling. After spending a year in welding school, Sailing joined the Stoughton, Wis., structural fabricator in the spring of 1976. He never left. Over the years he worked his way up from a welder and fabricator to become a department lead, supervisor, and then manager of operations. He’s now vice president of operations.

A grinder preps a beveled plate edge at SteelFab Inc. As cutting has gotten more precise, the amount of grinding in structural fabrication has decreased significantly. Photo courtesy of Peddinghaus Corp
His 40 years in structural fabrication exemplifies the nature of technology adoption at many organizations: not much change for years followed by lots of it, very quickly.
Between 1976 and 1990 the technology pretty much stayed the same. “We were kind of a dinosaur industry,” he said. “There weren’t many process changes at all. We laid everything out by tape measure and soapstone. Then we manually punched or drilled all holes on a drill press. And all drawings were made on the board, with lead.”
As time progressed the first CNC machines arrived, and technicians manually programmed jobs into the controllers. The information was all based off of the paper drawing. Then he recalled getting his first floppy disks, hand-delivered from the office. But even as the computer age finally gained a foothold in structural fabrication, fitters were still applying layout marks by hand.
Now beam lines automatically scribe welding marks before the workpiece exits the work envelope. This in turn has changed the fitter’s job, especially for workpieces like conventional beams for simple, straightforward buildings. “All the manual figuring has gone away,” Sailing said.
Sources agreed that the level of skill has changed on the shop floor; it really hasn’t gone down, just shifted to different positions. Although this depends entirely on the company and its structure, a fitter isn’t necessarily the most experienced individual on the floor anymore; those individuals now may be operating a machine and, especially, welding.
A few factors are driving this. First is the nature of commercial structural work. Many buildings are getting more complicated. “Connections have gotten more complex as the industry has progressed,” said Lyle Menke, vice president of marketing at Peddinghaus Corp., Bradley, Ill.
Second, structural fabrications now have more bolted connections. “The reason they’re bolted on,” Sailing said, “is that the high-speed drills that we have can put the holes in extremely accurate locations.” He added that bolting is simpler, faster, and doesn’t input heat into the part. Those connections that can’t be bolted are still welded, and many of those welds are quite challenging, especially considering the complex structures being produced these days.
Welding in U.S. structural fab shops remains largely manual, but the day may come when much welding will be automated by robots. In Europe, for instance, some beam lines are entirely automated, from initial cutting to the final weldment. Programming occurs offline automatically, which is a key component, considering the variety of parts that flow through a structural fab operation.
“People are now putting the welding information into the 3-D model itself,” Morrall said. “As long as the welding information is at the model, you can retrieve it and use it at the robot.” He added that if the welding information is missing, the engineer can choose welds in a particular location from a library. All this occurs offline, before the job is released to the floor.
On the floor, the robots can probe the beam location (important, considering the sometimes loose dimensional tolerances between one beam and the next), tack it, move it to another station, and perform the weld. Then a mechanized material handler carries the welded piece away to storage or the next operation.

The beam line at Zalk Josephs has no need for an overhead crane. Automated material handling systems carry beams from blasting through cutting, drilling, and robotic coping. Photo courtesy of Ficep Corp.
For various reasons this technology has yet to take off at many shops stateside, but it’s certainly a harbinger. Still, sources agree that no matter what lies ahead, all structural fab shops will need manual, code-certified welding talent, especially for difficult work.
Decades ago a person started out (like today) as a helper, aiding the fitter or grinding edges for weld preparation. From that starting point, people could take the welding path or a path that focused on material handling, such as crane operation, or upstream processes.
If he chose welding, he benefited from a shop that required a lot of it. For months or years a welder could practice laying relatively simple joints, then move up to more complicated work as his skills progressed. He could then be promoted to a fitter and layout person. “Traditionally, the person who performed the layout had the highest skill level and was the most substantially compensated,” said Tom Boyer, president of Ficep Corp., Forest Hill, Md.
If an employee wanted to continue to climb up through the ranks, he may have decided to move on to become a batch-checker or quality control person who checked the fitting and layout marks to verify the fit prior to welding. From there he could be promoted to a lead person who assisted the department supervisor. Then came supervision and management, be it in production or quality.
Like today, the structural fabrication industry of 30 years ago had some NC technology in use, particularly in cutting and drilling, but it certainly wasn’t common. “Even back then, we were already making holes in the right hole locations [automatically],” Boyer said. “But that was only part of the process. Once a piece is cut to length and all the holes are put into it, there’s a substantial amount of fitting and welding to do. After cutting and drilling, the steel tape would come back out.”
Steel tape and paper drawings remain, at least to some extent, but the source of the information has changed. Structural fabrication is now digitized, which in turn has changed the very nature of the job. If structural fabrication is about anything these days, it’s about precision and speed.
“The number of tons per man-hour you can put out is much greater than it was years ago,” said Robert Mohan, production manager at Haas Metal Engineering (HME Inc.), Topeka, Kan. “We’re now doing a ¾-inch hole in 1-in.-thick material in 6 seconds. And the cut quality and fit-up are much tighter, so your weld time is greatly reduced.”
“Today machine operators need to be extremely qualified,” said Russell Barngrover, executive vice president and plant manager at SteelFab’s Charlotte, N.C., operation. “The main reason behind this is, ‘Would you give just anybody your Ferrari to drive?’”

Machine operators today are at the helm of extremely productive and advanced machinery. Photo courtesy of HME Inc.
If machine operators really did just “operate” a machine, they wouldn’t need much skill. They’d just call up the program, make sure the material was staged and ready to go, and commence cutting and drilling—all pretty straightforward.
But that really just scratches the surface of what operators today really do. They monitor the machine and (depending on the company and operation) perform varying levels of maintenance. Most important, they also manage the information—the numerous jobs coming to the floor—and make sure the right program is going to the right machine at the right time. If an incorrect or out-of-date program were to somehow make it to the machine, and if the operator simply pressed a button without thinking, that operator would produce a lot of expensive scrap in a hurry.
“What makes machines crash goes back to bad file management,” Sailing said, adding that the quality of the detailing work, which can come from anywhere in the world, can vary widely today. “We have a position called a file manager. He ensures the files will actually work on the equipment. The better job we do in the office, the better job the machine operator can do.”
Barngrover added that checking programs before they’re released to the beam line is more important than ever, and his team does find problems from time to time. It’s rare, but considering how much material can be wasted in a short amount of time, spending a few minutes checking programs is a small price to pay.
One reason getting a program right is so critical is not only about the speed of new equipment, but the fact that material literally doesn’t stop moving. And the later an error is caught, the more expensive that error becomes.
The reason that beams don’t stop moving has to do with effective use of automation—not just of the value-added cutting and coping, but of the non-value-adding time between processes, like material handling.
“If you analyze the biggest cost in our structural fabrication plants, you’ll find it’s material handling,” Sailing said. “Think about it; how many times do you pick up and set down a beam?”
Now automation can eliminate the need for an overhead crane for much of the operation. Once the material enters blast cleaning (which turns on and off by itself), the beam enters the drill/saw line or the drill/cope line, comes back to the center, moves the beams to a different part of the plant, and deposits them near fabrication. Beams are literally not handled by a human until just before welding.
“We’ve taken the material handling out of 60 to 80 percent of the travel of that beam,” Sailing said. “And none of this means that we need fewer people. In fact, this equipment is so fast that we need more people to handle the higher volume of beams going through the shop. It’s all about flow control. We know that we make money from beams out the door, not piles on the floor.”
If fabricators from 30 years ago time-traveled to today’s shop, what would shock them? “They would be just amazed at the speed,” Barngrover said. “We used to make cardboard templates by hand, lay it on each piece, clamp the cardboard template to the part, and center-punch the hole. Just to get those templates done took a week or two. Now when we have data from the models downloaded right into the machine, I can start running the job within half an hour after receiving the drawings.”

A robotic plasma system at HME Inc. cuts a cope in a structural beam. Photo courtesy of HME Inc.
From weeks down to a half hour: That illustrates how dramatically structural fabrication has changed. The industry seems to be at a turning point. Numerous baby boomers lived through an incredible transition, from chalk and soapstone to complete digitization. Many didn’t make it. A few sources recalled the many draftsmen who quit when CAD started to take over. It quite simply wasn’t the industry they signed up for.
Today’s youth grew up with computers; they’re more comfortable with a virtual 3-D model than a blueprint. And because the industry has so many small shops with older technology (those “inner rings” of the tree), they can even get a taste of the old-school way of doing things.
Problem is, they can only get a taste before they really need to start producing, and that’s likely a big contributor to the skilled-labor crisis. A fabricator no longer needs as many welders, but the welders they do employ need to be very good. The same could be said of machine operators and other key shop floor personnel.
Youth entering structural fabrication will have a different career, one that in fact may be somewhat smooth-going.
Young people grew up with electronics, software, and the Internet. They can’t remember the days before smartphones.
“On the other hand, veteran employees didn’t grow up with computers, and then they had all these electronics being introduced,” Barngrover said. “It was actually much harder for people to acclimate [to new technology] years ago than it is now.”
“Because [young people] grew up with technology all around them, they seem to be more accepting of modern machine tool technology and new methods,” Menke said. “At the same time, fabricators understand that if they don’t move toward where technology is going, they won’t be able to compete. Times have changed. To get buildings finished on time, they know they need to react quickly to changes, and the technology helps them react faster.”
When millennials (those born in the late 1980s to the early 2000s) enter a structural fabrication operation, they accept automation as the norm. This seems to be the one bright spot in an otherwise challenging situation, where new generation meets old, where new technology has made the pace of work faster than ever.
At worst, young rookies working second shift are met with what they view to be “just a job,” not necessarily a career. The automation means that what jobs there are seem somewhat simple, at least on the surface. But things move fast, and the rookie makes expensive errors and doesn’t seem to learn from them. And the older industry veterans, those who learned on the job incrementally after years of experience, don’t share knowledge easily. These rookies usually don’t last long.
At best, the rookie joins the organization and develops a passion for the work, but for different reasons. Previous generations were drawn by the hands-on work. The latest generation is drawn to the technology, software, and process management—skills that, considering the state of automation in structural fabrication, are now more important than ever.
Ficep Corp., 410-588-5800, www.ficepcorp.com
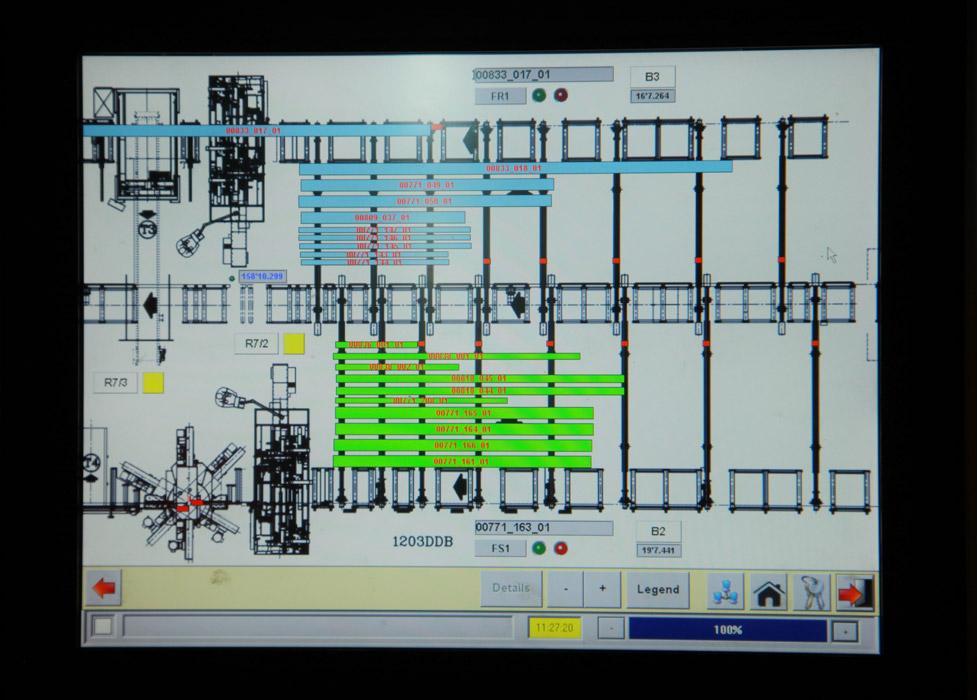
Jobs are tracked throughout Zalk Josephs’ operation. With a few clicks, a manager can see exactly where a particular beam is on the shop floor. Photo courtesy of Ficep Corp.
Haas Metal Engineering (HME) Inc., 785-235-1524, www.hmeinc.net
Peddinghaus Corp., 815-937-3800, www.peddinghaus.com
SteelFab Inc., Charlotte Plant, 704-394-5376, www.steelfab-inc.com
Voortman Corp., 708-885-4900, www.voortmancorp.com
Zalk Josephs Fabricators LLC, 608-873-6646, www.zalkjosephs.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





