















President
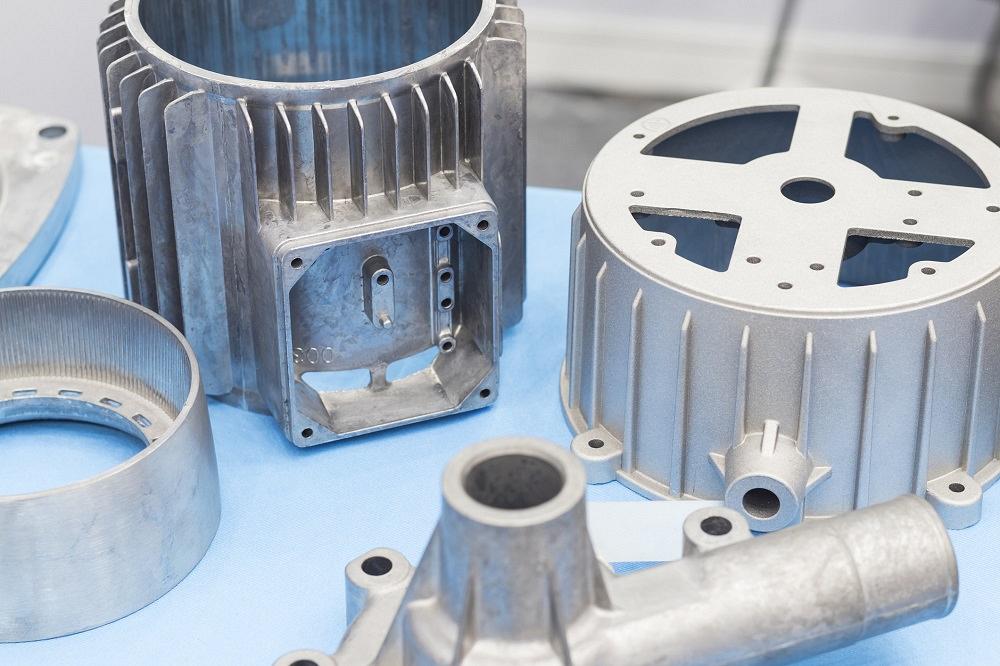
Can you weld an aluminum casting? The answer according to Frank Armao is both yes and no. Getty Images
Q: Are aluminum castings weldable?
A: In one sentence, the answer is most aluminum castings are easily weldable, but not all. Two factors determine weldability. Let’s look at them. Is the chemical composition suitable for welding or will it crack or have other problems if welded? Aluminum casting alloys are classified by chemistry into one of six families:
You may recall from previous columns that although a few of the 2XXX and 7XXX wrought alloys are weldable, most are not. The situation is the same with the 2XX and 7XX casting alloys. In general, avoid welding them.
Fortunately, both the 3XX and 5XX casting alloys are readily weldable. Make sure to weld 3XX alloys with 4043 filler, and 5XX alloys with 5356 filler. Roughly 80% to 90% of the castings you will ever encounter are 3XX, such as 357, 319, and the most common, 356.
What if you don’t know what alloy the casting is made from? I don’t know of any easy test you can perform to determine it. However, on the basis of the 80% to 90% figure I gave above, I would recommend 4043 be your first choice for a weld filler.
The process used to make the casting also plays a large part in determining whether it will be easily weldable. Let me explain. Many different processes produce castings, so let’s restrict our discussion to the three most common— sand casting, permanent mold casting, and die casting.
Sand castings and permanent mold castings usually are easily weldable. Molten aluminum is poured into a mold made from a material with relatively poor thermal conductivity, so the aluminum cools slowly. This allows time for any gas dissolved in the aluminum to percolate out, making the gas content very low.
Die castings are very different. The process is designed for high production rates and short cycle times. The molten aluminum is injected into a water-cooled steel mold where it cools very quickly. This traps dissolved gases in the casting, which often coalesce into pockets of porosity. You can weld most of the casting just fine. However, if you hit a gas pocket, the weld will spit, sputter, and it may even blow out at you. If this happens, all you can do is grind out the porosity and reweld it. This may require two or three repair cycles to obtain an acceptable weld.
It’s actually pretty easy to determine if the casting you’re about to weld is a die casting. Die castings have three distinguishing characteristics:


President
Aluminum Consulting Inc.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





