














Regional Sales Manager
A multibar blast cleaning machine is set up to handle several workpieces per pass. This illustration shows the blast media coverage, as emitted from eight blast wheels.
Coating failures can lead to part failure, and a large proportion of coating failures can be attributed to inadequate surface preparation. After the coating fails, rust on the tube or pipe’s surface propagates underneath the coating, weakens the material, and ultimately causes the part to fail. Conducted properly, good surface preparation results in reduced paint coating waste, consistent coating thickness, and extended coating life.
Blast cleaning can be an efficient way to clean a contoured surface such as a tube, pipe, bar, or profile, or an assembly of tubular parts, such as a manifold.
Blast cleaning can be achieved either by using compressed air sent through pneumatic blast nozzles or by centrifugal blast wheels that propel the abrasive to the surface (see Figure 1).
It all starts with the raw stock, whether it is steel, stainless steel, or copper pipe. Diameter usually is not a concern: Blast machines have been designed and installed to handle products up to 144 in. diameter and as small as 3⁄8 in. diameter.
In some cases, the raw stock must be washed before blast cleaning to remove oils and residue from the surface and prevent blast media contamination. The next step, blast cleaning, is optimized with the appropriate media type and size to meet the final requirements. To do this, the workpiece is rotated and moved forward through a blast cabinet on a conveyor at a controlled speed and rotation rate.
Machine Parameters. Blast wheel size is based on the specific application. Once a range of profiles or desired surface finishes is determined, the machine builder can work out the necessary blast wheel diameters and other machine parameters to complement the cleaning requirement. Blast wheels range from 13 to 27 in. diameter, achieving blast media velocity from 260 to 360 feet per second (FPS).
Blast Media. Typical blast media for tube and pipe are round steel shot, steel grit, aluminum oxide, glass bead, ceramic, silicon carbide, garnet, and sands. Blast media selection is critical to achieving the correct profile depth for paints and coatings. Using media that is too aggressive for the material will result in a deeper etch, which means that more coating is needed to cover the surface, resulting in more waste and higher cost.
Feeding and Cleaning. The blast cleaning process is controlled by the method of material handling. The parts are conveyed at a constant angle of 90 degrees to the blast wheels, while the rotation of the pipe or tube in front of the blast wheels ensures all surfaces are cleaned evenly.
The speed of this process typically is measured in square feet per minute, which can be converted to a linear speed based on part diameter. Type, quantity, and horsepower of the blast wheels all affect the processing time. Other factors that affect the processing speed are the product’s hardness, chemistry, diameter, and degree of cleaning required.
In some cases, it is necessary to adjust the blasting process speed to match the coating process time, thereby optimizing the workflow on your production line. Following blasting, the product sometimes is blown down with air to remove any residual blast media, then washed, or treated with heat to shorten the cure cycle.

Figure 2: Blast wheels develop a high rotational velocity to propel abrasive media at up to 360 feet per second (245 miles per hour).
Blast cleaning does not chemically prolong the life of a coating, but develops a controlled root system that enables the coating to adhere to the product. It also ensures that the surface is free from rust and scale, which could form kernels for corrosion underneath the coating.
Pipe coaters can tell if the profile roughness is correct by using gauges, visual inspection, or feeling the surface by hand. To determine the exact surface profile and match it against specification, a contact profilometer can be used to measure the surface for roughness. Achieving a different profile roughness is a matter of changing the blast media or feed rate.
Blast cleaning can achieve a profile up to 7 mils. With the help of a reference guide, and considering the initial surface condition prior to the blast process, an inspector can classify the final surface through visual inspection as a brush-off finish, commercial finish, near-white finish, or white metal finish as defined by the Society of Protective Coatings.
For example, a near-white finish is usually specified for high-humidity, chemical atmosphere, marine, or other corrosive environments. It is defined as a surface from which all oil, grease, dirt, mill scale, rust, corrosion products, oxides, paint, or other foreign matter has been removed completely. Only very slight streaks or slight discolorations—caused by rust stain; mill scale oxides; or light, tight residues of paint or coating—may remain. At least 95 percent of each square inch of surface area must be free of all visible residues, and the remainder must be limited to the light discoloration mentioned above.
Programmable logic controllers (PLCs) enable the use of preset recipes for surface preparation requirements—pipe rotation rate, line speed, blast wheel or blast nozzle media velocity, and media flow volume—for a variety of product types. Therefore, running the machine can be as simple as calling up “Part A” on the touchscreen.
Most operators can learn to use a modern PLC in just a matter of hours. Basic programming, including recipe creation, is provided prior to shipping the machine, and depending on the manufacturer, modifications to this code can be made remotely. This keeps machine operation straightforward, despite the complexity of the process.
Most of the blast media handling is automated, including filtering and recycling. After part blasting, the media is collected and transferred either mechanically or pneumatically to be screened to remove debris. It then passes through the high-efficiency, compensating flow airwash separator where the fines, such as dust and scale, are removed before the media is returned to the blast wheels.
The high-velocity impacts cause the blast media to break down over time, at a rate related to blast wheel horsepower. The rate is approximately ½ pound of abrasive per blast wheel horsepower per hour. The correct machine configuration and regular maintenance ensure that the blast process uses the optimal amount of media for the job, while running with minimum waste.
Five blast machine layouts are common in pipe and tube fabricating:
Blasting doesn’t end when the parts are finished. Blasting produces quite a bit of metal dust, and the process wears down the abrasive media. These byproducts are captured by dust collectors and don’t need special treating processes or environmental precautions. This gives blast cleaning an edge over some other prefinishing treatments, such as pickling (acid cleaning), which is inherently corrosive and requires special waste treatment.
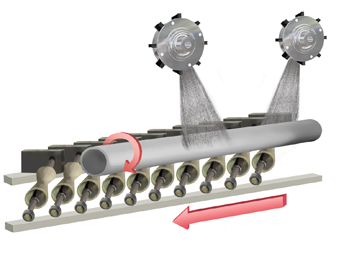
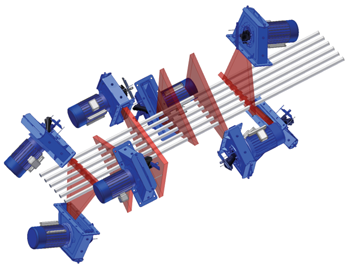
Figure 2: A skew roll machine uses a small number of blast wheels and relies on part rotation for even surface preparation.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...





