














Past President
However, inline processing is not a panacea. Incorporating a cutting method into an inline process that includes bending and end forming depends on the forming requirements.
Burrs. In mandrel bending, the tube end at the cut must have a minimum ID intrusion so as not to affect the mandrel operation. Since an inline system usually does not have a postfinishing operation, the cut made by the inline machine must be clean and burr-free.
Cut Quality. Similarly, cut quality can affect the results of end forming, because material is displaced to provide the final shape. Variations in material volume can affect the final tolerances, particularly if the tube is to receive a complex or aggressive end form. In addition, many cutting methods can potentially change the hardness of the tube in the immediate area of the cut. Work hardening, or even annealing, of the material can have a negative impact on the end form process, so it is important that the cut process has a minimal impact on the tube end.
The main tube cutting methods are:
Each of these cutting methods has specific capabilities and limitations that make it suitable for certain applications (see Figure 1).
| Tube Cutting Characteristics and Inline Forming Applicability | ||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
| Figure 1 |
Saw, Abrasive Wheel, Lathe, Shear, Plasma Cutter. If the end condition is not critical, a cold saw or band saw is the fastest and least expensive cutting method. While saws are widely used, their ability to integrate secondary functions is limited because this cutting process creates chips, which requires a cleaning operation as part of the process. The same is true for abrasive wheel and lathe cutting. Plasma cutting often produces slag and burrs, which must be removed before end forming. A shear cutter creates a burr as it wipes some of the material beyond the tube wall cross section, especially on hard materials. Although if the process to be integrated is ram bending—the process typically used in wire forming systems—the end condition is not critical.
Each of these cutting methods creates contaminating conditions such as chips, dust, and burrs that interfere with the secondary inline operation and leave an end condition unsuitable for a single integrated machine to achieve multiple operations. They require a workcell or additional finishing and cleaning stations in which cleaning and burr removal can be performed inline with the cutting process.
The presence of burrs in bending or end form tooling either interferes with the ability to insert the mandrel in bending or with the basic loading of the tube in an automatic machine. In end forming, burrs on either the ID or OD of a tube become packed into voids in the tool form, affecting the tool's ability to maintain tolerances or generate the final shape.
Rotary Cutting, Laser Cutting. Although most cutting methods can be integrated into an automatic system, very few are applicable for an inline system. The best prospects are the rotary cutter and the laser, because they produce minimal chips and burrs and produce an end condition suitable for inline end forming and bending (see Figure 2).
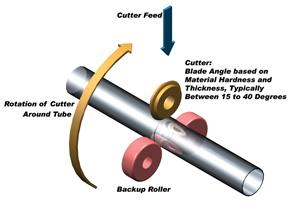 |
| Figure 2 Because rotary tube cutting produces minimal chipping and burrs, it leaves an end condition suitable for inline end forming and bending of most tube types. It is not applicable for tube walls thicker than 0.1 inch. |
The rotary cutter has been used in inline as well as stand-alone end forming machines for several decades. The rotary cut displaces material through the use of an angled, rotating cutter wheel, creating a clean, chipless cut. When minimal ID intrusion of the tube is critical, a pull-apart system is added to pull the tube apart after approximately 90 percent of the tube wall has been penetrated.
Because the cutter wheel penetrates the tube at an angle, the end condition has a slight taper reflecting the cutter shape. However, since the process is accurate, produces minimal work hardening, and is chipless, the taper effect on all but the most aggressive end forming is minimal. It achieves the desired fill ratio to form a good part for approximately 80 percent of the parts used by industry.
Usually shapes that require four or more hits to achieve the desired shape require a tube end that is postprocessed or laser-cut. A laser provides good cut quality, minimal distortion, and minimal material loss in the kerf.
Lasers have been integrated into inline systems. However, they are a relatively expensive capital equipment expenditure compared with conventional cutoff equipment and have had limited use for continuous tube cutoff applications for this reason. They are generally considered justifiable for applications that require high cut quality and a reduction of secondary operations.
Inline lasers are suitable for generating unusual or complex shapes at the tube end. Because their clean cut creates minimal distortion, they are highly suitable for mandrel tube bending.
However, work hardening of the tube end from the thermal effect of the cutting process may reduce lasers' practicality for use in end forming operations, particularly the most difficult ones.
Some of the forming operations that can be integrated inline are:
 |
| Figure 3 These thermocouple components were produced in 1.2 seconds per part in an inline tube cutoff machine. Tubes were cut-to-length and end-formed with a closed end and precision center hole. |
Inline operations are most suitable for long runs and dedicated applications. They have limited practicability for short-run work that requires a lot of tooling changeover. When bending is incorporated into the system, the use of mandrels is not practical. The use of inline systems also should be limited to proven, durable forming technologies to ensure that the overall operating efficiency of the system is high enough to provide the anticipated payback.
The next advances in tube processing integration are likely to involve some forms of simple assembly so that a complete subassembly can be produced from coil to finished product. In certain applications, this will be very cost-effective. It is unlikely that complex assembly operations will be integrated, however—they probably will continue to be done in an integrated workcell.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...





