















Tube manufacturer invests in flexible, automated mill technology
Weld mill uses one weld mill tooling set to form 48 distinct tubing products

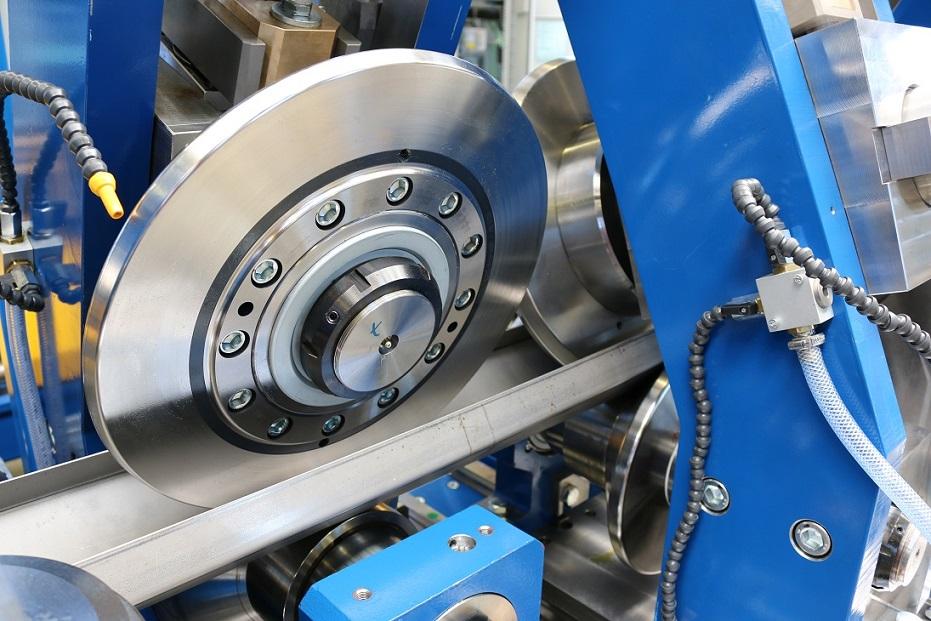
The FCF mill’s appearance is sleek and uncluttered. The mill builder provides installation drawings that include every detail, including the routings for electrical cables and the placement of floor drains, to keep the mill area as tidy as possible. Images provided by Dundee Products
“You see that guy over there?” asked Dale Monagin, former owner of tubing manufacturer Dundee Products, Dundee, Mich. The year was 1986, he was pointing at a worker sweeping the floor, and he was addressing his daughter, Lori, on her first day of work at the company. “You’re no more important than he is, and the day you forget that will be your last day at the company.” This one sentence provided an old-school introduction to an old-school workplace, a quick lesson in nepotism, and a summary of all of the privileges that come with family ties.
The elder Monagin’s assessment of everyone’s value in the workplace was more than a nice sentiment or a cliché. Running a successful tube making operation isn’t all that easy during the best of times, and it can be a harrowing experience during the worst of times. Making tubular products profitably takes a lot of input and cooperation from everyone in the organization, especially when the organization is a small one, and Monagin was intent on making sure his daughter understood this.
Although a small company making tube on just a couple of mills, Dundee’s manufacturing capability was reasonably diverse then as it is now. Founded in 1955 not far from Detroit, the company was destined from the start to be an automotive industry supplier, but it always had pursued other markets and continues to do so to this day.
Although 2020 is a long way from 1986, Dundee Products’ market position is, in essence, similar to its market position when Lori was hired. A small company in a big market, it still has quite a bit of automotive work and it still keeps its eyes open for new opportunities. A key component of its success is that it always has been a nimble manufacturer, able to derive a great variety of products from just a few conventional weld mills. Also, after 65 years in business, it has mill changeovers down to a science, keeping the dreaded, unprofitable downtime to a minimum.
However, it recently got a big boost in mill capability and changeover reductions when it invested in an unconventional mill technology.
Peaks and Valleys in the Automotive Industry (and Others)
The founder of Dundee Products was Curtis Brown, and the location was Tecumseh, Mich., near Dundee. Possessing a single mill capable of making tubing for seat frames, Dundee made tubing as fast as it could, shipping truckload after truckload to many of the Big Three suppliers customers in the Detroit area.
Dale Monagin joined the company shortly after it opened for business. On a hiatus from college, Monagin intended to save up some money and return to school. Stints as janitor, mill helper, and mill operator led to a transition to a supervisory role. His tenure as shop supervisor resulted in a promotion to materials manager, and in 1980 he purchased the company. By this time it was equipped with three mills and two cutoff machines, and it had many more customers in many other industries, making tubing for applications as diverse as furniture, conveyors, gates, retail, and agricultural. Despite the growth, it was still small enough to take orders in volumes as small as 5,000 linear ft.
By 1989 Lori was at the helm. That transition came a little sooner than expected—her father’s health played a role—but nevertheless she continued his legacy, guiding the company along as times changed, taking on new work as new opportunities came along. In the early 1990s Dundee did some government work, making 1-1/2-in. and 2-in. dia. tubing that subsequently was fabricated into racks for supplies dropped to military troops to support Desert Storm. These sizes were used to make rack systems for the postal service as well. In the days of COVID-19, Dundee makes tubing for hand sanitizer stations for retail stores.
Some applications come and go; others come and stay. On one hand, Desert Storm ended and so did that particular contract, and the pervasive need for hand sanitizer will likely fall off at some point. On the other hand, Dundee has been making tubing for the recreational vehicle (RV) market for more than 10 years.
Having a single tooling set for every tube size provides extraordinary savings in time for changeovers and both time and money for tooling organization and maintenance. The Dundee staff doesn’t have the usual headaches associated with installing and removing tools, organizing them, storing them, and keeping track of a great number of regrind schedules.
Like hand sanitizer stations, this is an application strengthened by COVID-19 as people continue to take vacations but try to minimize interpersonal contact. The RV Industry Association reported that the June tally of wholesale shipments was the highest of 2020, 11% higher than June 2019, and the best month since October 2018.
Keeping Up with a Dynamic Environment
With all this in mind—a dynamic marketplace, a small player that has to innovate to keep up with the large players, and a reputation built partly on its ability to make small product runs—in 2017 Lori Monagin began looking in earnest for mill technologies with more productivity. Dundee Products had sold one if its mills, so it had some floor space to fill.
The company had three conventional mills and possibly would have purchased a fourth, but at some point the SEUTHE name came up in conversation, and before long the team from Dundee met with president of its U.S. subsidiary, Jurgen Jost. Initially the discussion concerned round tubing, but eventually Dundee revealed a second interest: making square and rectangular tubing. This point changed the conversation entirely.
Jost proposed a mill that would provide two key benefits. First, it would form square and rectangular tubing directly from the incoming raw material, rather than going through the two-stage process of forming round first, then the final shape. Second, it would use a single set of roll tools, positioned and repositioned automatically, to make a substantial range of tube sizes.
Neither of these technologies are anything new, and while they have clear advantages over their conventional counterparts, they aren’t commonly used.
The first, forming a square or rectangle directly from strip, conserves material. When forming a tube round first, then making corners to form the shape, the material tends to thicken in the corners. Direct forming prevents this tendency, which the mill builder says reduces material consumption from 2% to 5%.
The forming strategy gets assistance from some fine points of mill design, such as forming stands that are offset from each other.
The second matter, automated tool positioning, is a marvel of efficiency in an industry in which downtime is extremely expensive and experienced personnel are in short supply. The tooling doesn’t require removal and replacement or manual positioning. The mill operator uses the machine’s interface to select the appropriate set of tooling positions, presses “Enter,” and the mill does the rest.
Performing a process that the manufacturer calls Flexible Cold Forming (FCF), Dundee’s mill is model 240, which makes products in sizes from 0.75 in. square to 2.5 in. square, and rectangular tube from .75 in. by 1 in. to 2 in. by 3 in., in wall thicknesses from 0.040 in. to 0.120 in.

On an FCF mill, just a few components require manual changeover. On the weld box, these include two rolls, the inductor coil, impeder, and impeder rod.
The Mill Experience. A size changeover isn’t without some manual labor. It’s a matter of shutting down the mill and replacing a few hardware items, most of which have nothing to do with the tooling, such as the correct weld coil, impeder, impeder rod, and the cutoff die. The mill’s weld box has one bottom roll for all sizes, so it doesn’t need to be changed; the only roll tools that require manual change are the weld box’s top roll and side roll.
A changeover with little in the way of manual labor and time—less than 45 minutes of downtime—seemed too good to be true. To drive the point home, SEUTHE arranged two tours for Dundee personnel.
“We visited two SEUTHE customers running two similar mills, one in Greece and another in Germany. We saw a 38-minute changeover, and that included time for a cigarette break,” said Production Manager Brian Yensch.
Beyond the direct labor, savings accumulate in indirect labor. A single tool set that remains mounted to the mill stands eliminates the headaches that come with storing large numbers of tooling sets, keeping all of the tooling organized, and maintaining each set on its own regrind schedule. No longer do the mill operators need to use setup charts and update them every time the tooling is machined, nor do they need to deal with varying passline heights and the associated shims.
The Dundee Experience. As far as efficiencies and capabilities, Dundee backs up SEUTHE’s statements. First, the material savings noted by Dundee matches the mill provider’s estimate. At its largest size, a 2.5-in. square or a 2- by 3-in. rectangle, the raw material width is a little more than 10 in., and Dundee uses material that is right around 0.500 in. narrower than it uses on its conventional mills. Of course, this is just the icing.
The cake is the uptime. Dundee Products has run conventional mills for decades and is accustomed to spending at least three hours on a typical tooling change. Changing from one size of tube to another on the new mill is right on par with what the team saw in Europe.
“Our first few changeovers ran about 90 minutes, but even that was a big improvement over the three hours we need to change over one of our conventional mills,” Yensch said. “Now we’re less than half of that at 40 minutes.”
And while the FCF technology is very exacting in how it works, it actually has some latitude in what it does, Yensch noted.
“On most mills, the driven stands in the breakdown, forming, and sizing passes have to work together for the mill to run properly,” he said. “This mill doesn’t need every drive to work.” The mill’s design is robust enough that it can continue to make good tube when a drive is out of service. The Dundee team also found that while the manufacturer provides setup instructions for 47 sizes, Dundee made a 48th size.
“We ran a 1-in. by 3-in. rectangle, which is not in the documentation we received, and it worked,” Yensch said.
Overall productivity? Dundee doesn’t divulge the maximum speed or estimated annual output, but Monagin said that she’s extremely pleased with its capability.
“The mill does everything Jurgen said it would do,” she said.
Dale’s Legacy
On Lori Monagin’s first day at Dundee Products in 1986, her father hadn’t owned the company all that long, but he had been with the company since 1956. More than anyone, he knew that Dundee was anything but a one-person show and therefore advised Lori not to think her position in the company was too lofty. She took that advice.“I don’t take credit for much,” she said. “I sure didn’t do all of this by myself. Our success is the direct result of our employees’ dedication and loyalty, both in management and out on the floor. We have a lot of good people here.” In the depths of the Great Recession, Monagin volunteered to help answer phones, do paperwork, and so on, and found out that she’s really suited to providing the strategic direction for the company.
“It was like an episode of Undercover Boss, except I wasn’t under cover,” she quipped. It was a specific reminder of the general advice her father provided on her first day.
A small business like Dundee Products is as much about family as it is about business. Lori’s brother John worked for the company for more than 20 years, managing the inventory and the materials. And although their mother never worked a day at Dundee, Dale’s success hinged on her support over the years. Although the business kept Dale busy on many nights and some weekends, she never complained. Quite the opposite—she always took a keen interest in the business—and even today, at age 82, Marge often starts a conversation with Lori by asking, “How’s Dundee?” or “So, did you make some tube today?”
It goes beyond family and includes everyone who works at Dundee. Lori’s confidence in her staff is illustrated in the decision to purchase the new mill. Unable to travel to Europe to see the two mills in action, she sent two supervisors in her place.
The company has changed quite a bit since 1986, having entered some new markets and exited some along the way, and while it has grown, it’s still small enough and nimble enough—more nimble now, since the new mill was installed—that it continues to take orders in volumes as low as 5,000 linear feet. It’s a legacy Dale would be proud of.
About the Author

About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
