















Senior Editor

When installed in the robot cell, the water-retract actuator creates negative pressure during tip changeouts.
Many who work with resistance welding probably shake their heads when they see those car commercials with welding robots spewing sparks everywhere. It’s eye-catching, but it’s also wasteful. Today the “more is better” attitude—that is, more current and sparks mean a better weld—no longer pervades the auto business. Now welding engineers use enough current to ensure a good weld, yet no more. Today car companies and others are tackling another waste on the resistance welding line: those characteristic water puddles created after numerous tip changeovers.
Metals like aluminum and high-strength steel are becoming materials of choice for car designers, but these metals also happen to cause the resistance welding tip to corrode quickly. They need frequent dressing. When the robot is offline, a worker walks into the cell, removes the tip, and is usually greeted with a brief but uncontrolled gush as pressurized water is released.
A large gush is a sign that the welding gun is receiving more than enough water for proper cooling. Insufficient cooling can overheat and help destroy seriously expensive welding equipment, so sufficient cooling is critical. Still, the water doesn’t create the most pleasant, healthy, or efficient work environment, especially as tip changeovers become more frequent.
“When you pull the tip, the pressurized water escapes. And the pH of that water is anywhere between 5 and 7, so it’s slightly acidic to slightly basic. The water is treated with chemicals, including anticorrosive and antibacterial agents, which aren’t necessarily the most benign chemicals.”
So said Tim Ritter, Detroit-based automation product manager for Parker Hannifin Corp., who added that waiting for water to drain can also affect productivity, especially on a large welding line. A shutdown may entail tip changeovers in dozens of workcells, and that gush of water adds between 6 and 8 seconds to each changeout—time that can accumulate when replacing numerous tips frequently.
Moreover, automakers (particularly in Europe) have moved toward automated tip changes and dressing, where robotic systems pull out, replace, and dress tips. Such systems require some level of water management, because an uncontrolled gush can wreak havoc on the surrounding automation equipment. When it comes to any nearby electronics, water ingress isn’t a good thing.
Ritter said some guns expel only about 50 milliliters, while other guns on the same line can expel 1.5 liter. Much of it depends on plumbing and how the water plumbing system is designed and maintained, and where the robot sits on a line relative to the water source. Of course, the cost of insufficient water flow (leading to insufficient cooling and overheated equipment) usually far outweighs the cost of too much water flow, so engineers usually err on the high end of water flow. Too much is better than not enough.
So is there a way to minimize water expulsion, regardless of how the water-cool plumbing is designed? This is where Parker Hannifin’s water-retract actuator comes into play. Installed at the welding station, the system applies negative pressure as the tip is removed, minimizing the amount of water that flows out.
“As you shut off the water, it remains in the system somewhere between the robot and weld gun,” Ritter said. “So in that [water-cooling] circuit we place a device—basically a cylinder with a syringe—that extracts the water. We’re creating a vacuum, so when you remove the tip, the water stays in place.”
How it works can be demonstrated with a simple drinking straw. Cover the top of a straw with your thumb, pull the straw out of your glass of water, and water stays in the straw until you remove your thumb. In the water-retract actuator, as the inlet and return are isolated from the closed-loop cooling system, the actuator “applies its thumb” (that is, applies negative pressure) to prevent water from escaping.
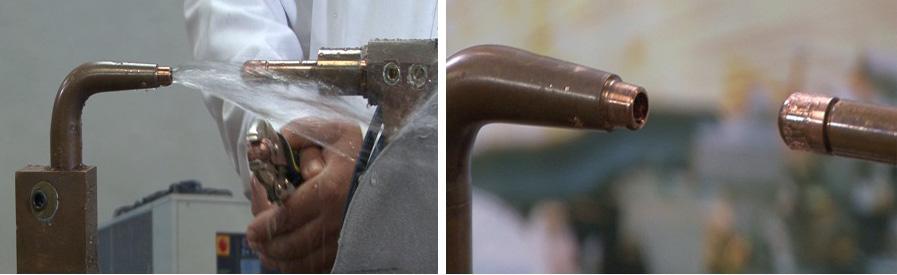
Water gushes from the welding gun on the left during a tip change. On the right, a water-retract actuator prevents the gushing.
Ritter added that the system can apply to rocker-arm resistance welders, such as those found in job shops. A typical water-cooled spot welder has long arms that can contain a lot of water pressure. The speed of changeover may not be so much of an issue, he said, simply because of lower production volumes at a small shop, “but the system certainly addresses cleanliness and exposure issues.”
Regardless of the environment, from the smallest shop to the largest automotive plant, a little negative pressure can make the spot welder’s job much more pleasant.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





