
















President
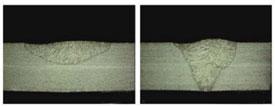
Figure 1: Two welds, identical except for the use of the DeepTIG process (right), show markedly different weld profiles.
Gas tungsten arc welding (GTAW), a joining process developed decades ago, has found an important niche among tube and pipe producers and fabricators. Initially known as heli-arc welding because it relied on helium to shield the arc from oxygen contamination, the basic process hasn’t changed much since its inception: It uses an arc between a nonconsumable tungsten electrode and the workpiece to produce a weld pool, and it needs a shielding gas to protect the molten weld pool from contamination by oxygen in the ambient air.
While the process is essentially unchanged, the equipment and consumables have been modernized over the decades. AC welding units, water-cooled torches, alternative tungsten electrode formulations, and the use of argon to shield the arc, either alone or in combination with helium, have helped to improve the process. Also known as tungsten inert gas (TIG) welding, it has become an indispensable tool for many manufacturers in industries as diverse as aerospace, nuclear, marine, petrochemical, and semiconductors. These days most austenitic (300 series) stainless steel tubes are seam-welded using GTAW.
Another upgrade, one that uses specialized metal oxides to increase weld penetration, was awarded a U.S. patent.1 Christened EWI DeepTIG®, the EWI-developed process uses proprietary oxide formulations which, when applied to the surface of the workpieces to be joined, increase weld penetration and consequently enhance the process’s productivity. The product also is available in wire form.
The use of DeepTIG has been shown to increase weld penetration in GTAW by up to 300 percent (see Figure 1). The benefits derived from this increased penetration include reduced welding times and simplified weld joint preparation (for example, by substituting a square joint for a groove joint). It also reduces weld distortion because it provides a more symmetrical weld cross section.
The unique metal oxide formulation modifies the Marangoni flow in the weld pool, which is based on the flow of fluids with dissimilar surface tension. The modified Marangoni flow increases weld penetration, thereby improving weld quality. The product has been tested extensively by EWI and the Navy Joining Center (NJC). Repeated testing has proven that the mechanical properties, weldability, and corrosion resistance are not adversely affected in the alloys tested.
Initially the product was available only in powder form, which turns into a slurry when a quick-drying solvent is added to it. The slurry is applied manually using a fine-bristle brush. A newer variant is available in a form similar to metal-cored wire, in which oxides replace the metal, which opens up new possibilities (see Figure 2).2 Both forms are intended for fabricators; the second is also intended for use by tube and pipe producers for seam welding. 3
The process has been shown to have a positive impact on many weld characteristics and related processes.
The DeepTIG product, originally developed for the U.S. Navy’s shipboard piping systems, used mechanized and orbital welding systems to weld tube and pipe butt joints.4 The welding equipment used for GTAW with DeepTIG is the same as that used for conventional GTAW (see Figure 3).
Maintaining a short arc length (0.050 in.) is critical to ensure maximum penetration during welding. Arc length is a critical variable in the repeatability of welds made with DeepTIG products, so the use of automatic voltage control (AVC) and mechanized equipment is recommended.
The product has been approved for naval, commercial shipping, aerospace, and energy applications, such as:

Figure 2: A photomicrograph of a single pass on a 6-mm-thick stainless steel plate shows DeepTIG’s potential when applied via the filler wire’s core.
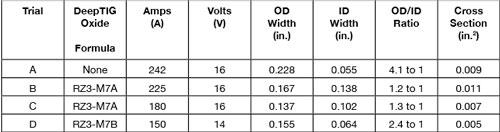
These tests were conducted to evaluate the effect of adding the product to the strip edges. Two samples were used (RZ3-M7A and RZ3-M7B). These use different solvents, but have the same oxide composition.
All welds were produced by GTAW on 2.250- by 0.065-in. type 304L stainless steel, 65 inches per minute (IPM), with a shielding gas composition of 95 percent argon/5 percent helium. Oxide slurries were applied manually to the strip edges with an artist’s brush. Welding current and arc voltage were changed as required during the course of the trials, but line speed and shielding gas composition were kept constant.
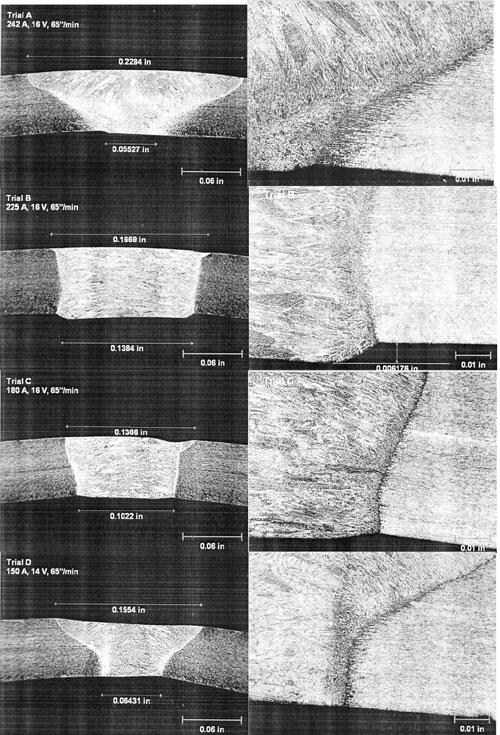
Photomicrographs of four welding trials, made from specimens etched with 10 percent oxalic acid solution, show microstructure details and profile shapes consistent with results from previous applications (see Figure 5). The product modifies the weld pool and drastically changes the weld profile. The original (trial A) exhibits a V shape; trials B and C exhibit a rectangular shape, and trial D is partly V-shaped, partly rectangular.
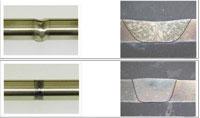
Visual inspection was done on the OD and the ID of the tube; transverse sections were cut from each trial; and various dimensions were measured, such as OD and ID weld widths and weld cross sections (see Figure 6). The results show that the OD/ID ratio can be tailored by adjusting the welding current.
Although the process for stainless steel tube seam welding is in its infancy, the results indicate that it holds solid promise. The evidence shows that acceptable welds can be obtained with less electrical current, thereby reducing energy costs. Increasing the mill line speed by an amount similar to the increased weld speed achieved for other applications would have significant ramifications, including reducing the welding cost by up to 50 percent.
Notes


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}
{kind=link}